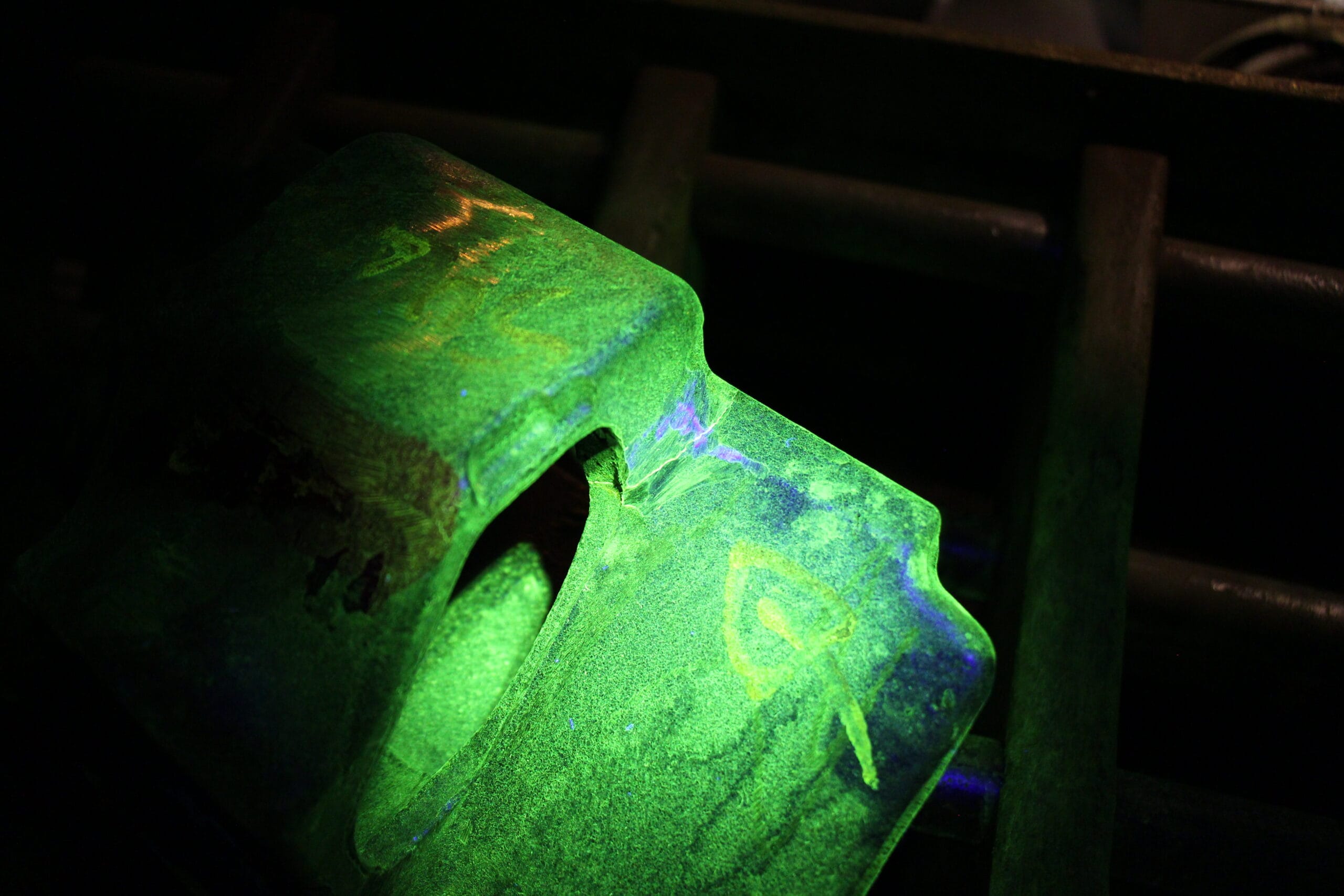
Interpreting the readings obtained during a magnetic particle test is one of the most critical points in the process, especially when dealing with high-responsibility parts. Knowing how to differentiate between a relevant indication (a real defect) and an irrelevant indication (caused by geometry, field overlap, or contamination) is what guarantees the reliability of the evaluation and avoids unnecessary rejections or in-service failures.
The ASTM E1444 standard, as well as ISO 9934-1, provides guidelines for identifying and classifying markings. According to these standards, a relevant marking is one that has sufficient extent, shape, and contrast to raise doubts about the integrity of the part. Irrelevant markings, on the other hand, typically appear in predictable locations such as holes, recesses, or areas of magnetic field concentration.
Furthermore, it is necessary to consider:
Type of current used (direct or alternating);
The direction of the applied field;
The presence of residual fields. Inspectors should be alert to typical failure patterns, such as cracks parallel to the weld bead, laminations, non-metallic inclusions, or repetitive stress fatigue.
Reference photographs, comparison blocks, and previous reports can be used to aid in the decision.
Another important factor is documentation: all relevant information should be recorded with a description of the location, type of defect and, if possible, an image. Traceability is required by quality standards such as ISO 9001 and ASME.
Finally, the inspector’s qualification according to ISO 9712 is essential for them to have the technical expertise, critical thinking skills, and practical ability to correctly evaluate the test results.
The correct interpretation of the indications is not just a step in the PM process; it is the bridge between the technical test and the decision to continue or repair a component. Mastering this step reduces operational risks, strengthens asset safety, and generates cost savings for the industry.
You probably already know that magnetic particle inspection (MPI) is a widely used technique in the Non-Destructive Testing (END) sector to detect surface and subsurface discontinuities in ferromagnetic materials. But in this article we will explore further, discussing the fundamental principles of the technique, its industrial applications, and the regulatory requirements that guarantee and guide the effectiveness and reliability of the method.
Fundamental Principles of Magnetic Particle Inspection
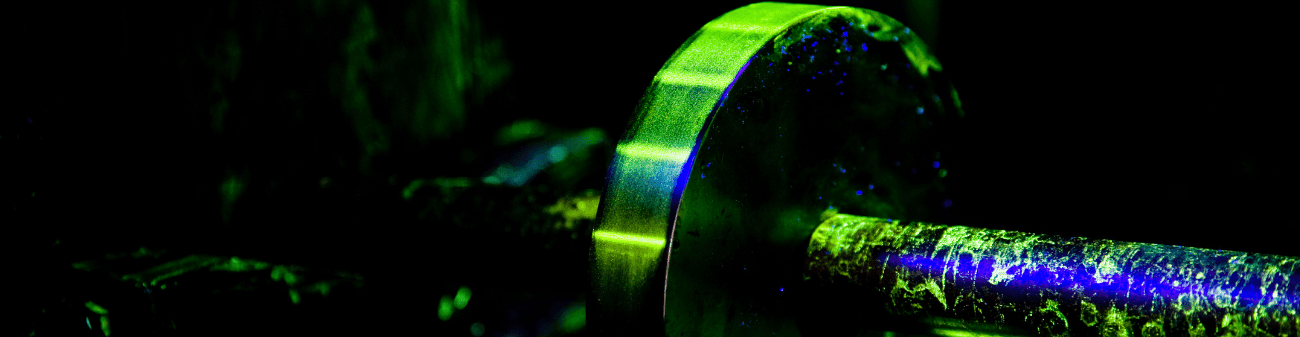
The PM technique is based on the magnetization of the material to be inspected. When there is a discontinuity on or near the surface, an interruption of the magnetic field occurs, forming magnetic poles in the region of the defect. By applying finely divided ferromagnetic particles to this area, they accumulate at the poles, making the presence of the discontinuity visible.
2. Principles of the Technique
Magnetic particle inspection is based on the creation of a magnetic field in the test specimen. When there is a discontinuity on or near the surface, an interruption occurs in the magnetic flux lines, resulting in a leakage field. The application of ferromagnetic particles, dry or suspended in liquid, allows these particles to accumulate in the region of the discontinuity, making it visible under white light or ultraviolet light (when fluorescent).
The main elements of the essay include:
Magnetization source : direct current, alternating current or pulsed current, depending on the desired inspection depth;
Types of magnetic particles : 1. visible: dry or wet or 2. fluorescent: used with UV-A light;
Magnetization techniques : direct contact, inductive, magnetic yoke (electromagnetic or permanent), among others;
Direction of the magnetic field : longitudinal, transverse, or multidirectional to maximize detection.
3. Industrial Applications
Magnetic particle technology is widely used in sectors where the structural integrity of metallic components is critical.
Aeronautics and Aerospace : inspection of landing gear, turbines and support structures;
Petrochemicals : pressure vessels, piping, flanges and welding;
Iron and Steel Industry and Metallurgy : bars, sheets, forgings and castings;
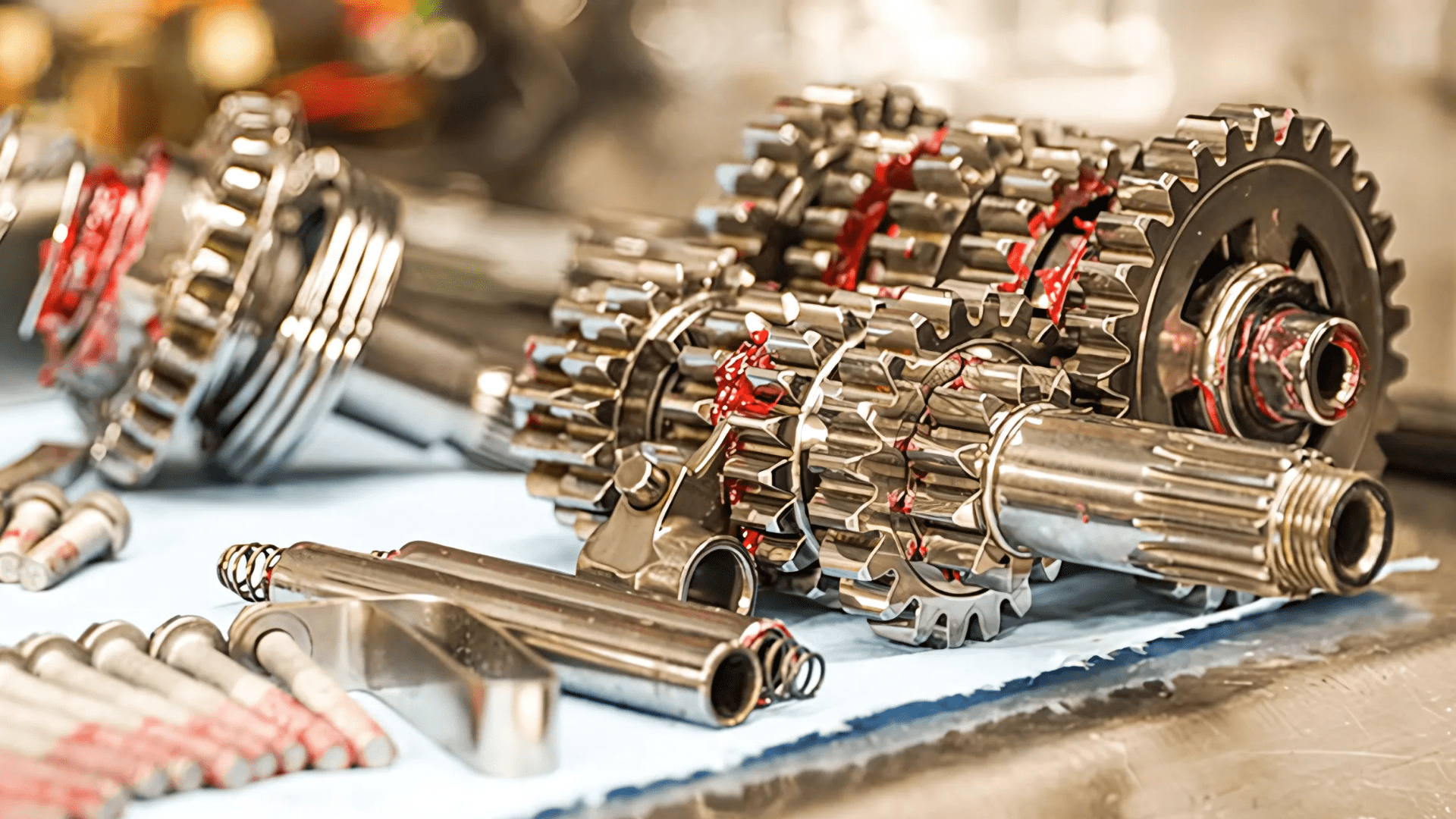
Automotive and Railway : axles, gears, wheels, rails and braking systems;
Power generation : hydraulic turbines, components for thermal and nuclear power plants.
4. Applicable Technical Standards
The execution of the magnetic particle test must follow the requirements established by nationally and internationally recognized technical standards:
4.1 Brazilian Standards (ABNT)
ABNT NBR NM 335 – Non-destructive testing: Liquid penetrant and magnetic particles (Terms and definitions);
ABNT NBR 9934-1 – Non-destructive testing: Magnetic particle testing (Part 1: General principles);
ABNT NBR 9934-2 – Part 2: Equipment;
ABNT NBR 9934-3 – Part 3: Technical details.
4.2 International Standards
ISO 9934 (Parts 1 to 3) – Non-destructive testing: Magnetic particle testing;
ASTM E709 – Standard Guide for Magnetic Particle Testing;
ASTM E1444/E1444M – Standard Practice for Magnetic Particle Testing;
ASME BPVC Section V, Article 7 – Requirements for testing boiler and pressure vessel components.
5. Advantages and Limitations
Advantages:
High sensitivity to detecting surface cracks;
Applicable to parts with complex geometry;
Immediate result;
Relatively low cost.
Limitations:
Applicable only to ferromagnetic materials;
Need for prior and subsequent cleaning;
Dependence of the magnetic field orientation on the discontinuity;
Subjective results when interpretation is visual.
Magnetic particle inspection remains an indispensable technique in quality assurance and structural integrity control programs across various industrial sectors. Its correct application, in accordance with regulatory requirements, is essential for reliable results. Mastery of technical parameters, inspector training, and proper equipment maintenance are critical factors in ensuring the effectiveness of the test.
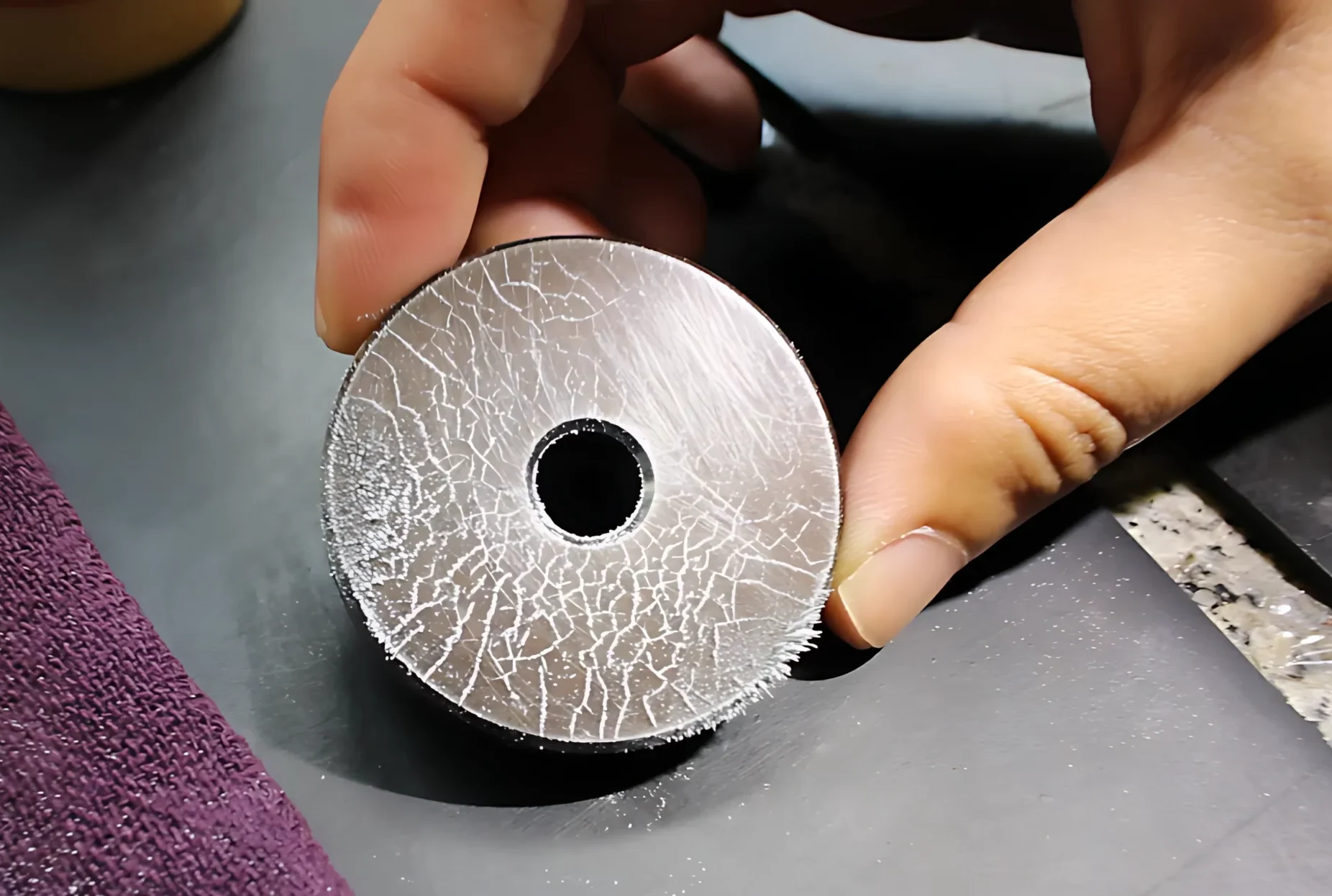
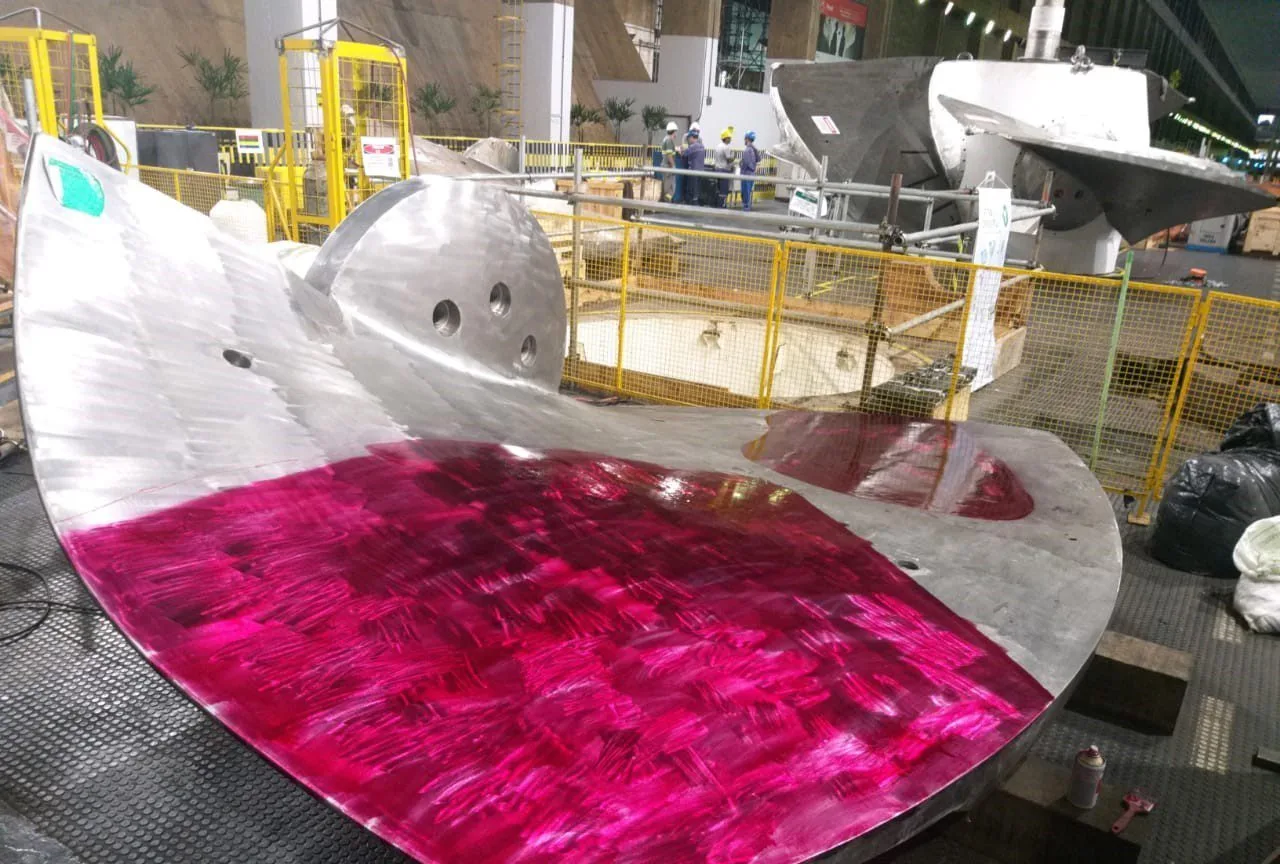
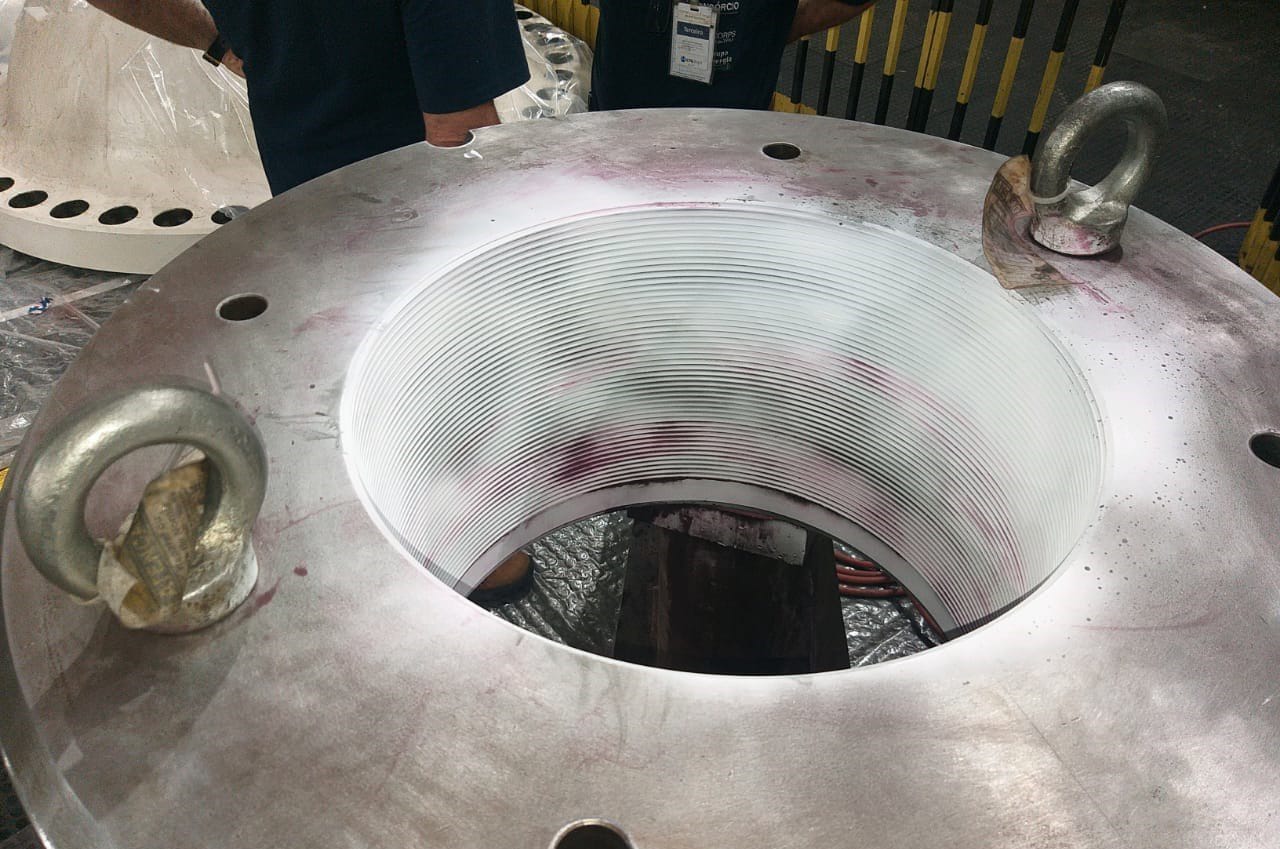
Magnetic particle inspection is one of the most effective techniques for detecting discontinuities in ferromagnetic materials, playing an essential role in sectors where structural integrity is crucial. However, a common limitation in the market is the sensitivity of traditional products to high temperatures. Many of the available colored particles, such as yellow, red, or gray, undergo color change and performance degradation when exposed to temperatures above 180 °C, restricting their use in harsh industrial environments such as foundries, refineries, and thermal power plants.
To overcome this challenge, Metal-Chek developed Supermagna WD 55, a white dry-process magnetic particle , originally designed to meet the demands of the nuclear sector and expand the limits of inspection in extreme conditions. The result was a unique product on the market: a white magnetic powder with high thermal stability, ready for use under visible light and capable of withstanding temperatures up to 400 °C without loss of performance .
High Sensitivity and Stability for Precise Inspections
Supermagna WD 55 has particles with an average size of 80 µm, guaranteeing optimal dimensional stability and excellent magnetic accumulation. Its high sensitivity allows it to achieve at least 8 lines on the SAE AS5282 ring, ensuring that the tests are accurate and reliable. Furthermore, being non-flammable, it provides greater safety in inspections carried out in hazardous environments.
The choice of white was strategic: among all options, white offers the best contrast under visible light, allowing the magnetic markings to be clearly defined even on surfaces darkened by thermal processes or oxidation. This difference is crucial in demanding industrial applications, where the visibility of the markings can determine the quality of the inspection.
Applications in High Temperature Environments
While Supermagna YD 404, a widely used dry-type yellow particle, is recommended for temperatures up to 180 °C, WD 55 was developed specifically for inspections requiring superior thermal resistance. This makes it the ideal choice for testing in environments where cooling the part is not feasible or desired.
Among the main applications of WD 55, the following stand out:
Foundry and steel industries, where inspection takes place immediately after rolling or forging processes.
Refineries and petrochemical plants, which perform inspections during shutdowns, require reliable solutions within short time windows.
Factories producing railway components and industrial axles, where parts are evaluated while still hot.
Turbines and boilers in thermal power plants and combined cycle plants, where hot inspection prevents lengthy and costly shutdowns.
Compliance with Technical Standards and Technological Advancement
The introduction of WD 55 to the national market represents a genuinely Brazilian innovation, aligned with the most demanding technical standards, such as ASTM E3024, ASME SE-709, AMS 3040 and PETROBRAS N-1598. Its arrival not only expands the field of application of the magnetic particle testing technique, but also offers greater safety and reliability in critical inspection conditions.
With exceptional thermal resistance, high sensitivity, and superior visual contrast, the Supermagna WD 55 revolutionizes magnetic particle inspection, allowing Non-Destructive Testing (END) professionals to perform tests with maximum defect definition and excellent repeatability, even under extreme temperatures.
Metal-Chek do Brasil is available to provide detailed technical information, practical usage guidelines, and product samples to engineers, inspectors, and specialists seeking the best solution for high-temperature magnetic inspection.
Request a sample and discover the future of industrial inspection!
Industrial inspection plays a fundamental role in ensuring product quality, operational safety, and the efficiency of production processes. Choosing the ideal inspection method for your process can significantly impact the reduction of defects and cost optimization. Among the available methods, Non-Destructive Testing (END) stands out for allowing precise evaluations without compromising the integrity of materials and structures.
Non-Destructive Testing: Characteristics and Applications
Non-destructive testing offers a comprehensive analysis of materials, components, and industrial systems, using physical and chemical principles to detect discontinuities and defects. Among the main methods, we can highlight:
Penetrant Liquids
Liquid penetrant testing is widely used for detecting cracks and surface discontinuities in metallic and ceramic materials. The process involves applying a highly capillary liquid to the material’s surface, followed by the removal of excess liquid and the application of a developer, which makes existing flaws visible. It is an easy and low-cost method, particularly suitable for inspecting cast, welded, and machined parts.
Ultrasound
Ultrasonic inspection uses high-frequency sound waves to assess the structural integrity of materials. The waves are emitted by a transducer and propagate through the material, being reflected by possible internal discontinuities. Analysis of the generated echoes allows the identification of flaws such as cracks, inclusions, and delaminations. This method is widely used in the petrochemical, aeronautical, and infrastructure industries, ensuring accurate and reliable diagnoses.
Magnetic Particles
This method is suitable for ferromagnetic materials and consists of applying a magnetic field to the part, along with fine particles of iron oxide. If discontinuities exist, the magnetic flux will be interrupted, concentrating the particles at the site of the defect and allowing its visualization. This type of inspection is common in the automotive and metallurgical industries, being efficient in identifying surface and subsurface cracks and discontinuities.
Industrial Radiography
Industrial radiography is based on the differential absorption of X-rays or gamma rays as they pass through the inspected material. Areas with defects, such as cracks or inclusions, show variations in absorption, which are captured on a film or digital detector, allowing for detailed analysis of the component’s internal structure. This method is widely used in the inspection of welds, piping, and pressure equipment, where structural integrity and safety are crucial.
Acoustic Emission
Acoustic emission inspection detects structural flaws based on sound waves generated by the material under mechanical stress. Small internal displacements cause acoustic emissions captured by sensors, allowing the identification of degradation processes before they become critical. This method is used in the energy, infrastructure, and oil industries, enabling continuous and predictive monitoring.
Applications in Different Industrial Sectors
The choice of the appropriate inspection method varies according to the specific needs of the industrial sector; we will mention the sectors below.
Aerospace – Verification of surface cracks in fuselages and wings. Inspection of composites and critical parts. Monitoring of structural fatigue in ground tests.
Automotive – Quality control of cast and forged parts. Verification of cracks in structural components and engines. Inspection of welds on car bodies and chassis.
Oil and Gas – Inspection of welds on pipelines and pressure vessels. Verification of cracks and corrosion in transport lines. Continuous monitoring of offshore structures.
Civil Construction – Verification of weld integrity in metal structures. Evaluation of internal corrosion in concrete reinforcement. Thickness and wear control in metal components.
Shipbuilding Industry – Inspection of welds on hulls and tanks. Detection of cracks in metal structures. Evaluation of plate thickness and corrosion.
Benefits of Inspection in Reducing Failures and Costs
Implementing an efficient inspection system brings numerous benefits to companies, including:
Failure prevention : Early identification of defects prevents accidents, reduces costs associated with emergency repairs, and increases operational reliability.
Cost optimization : Periodic inspection enables strategic planning of preventive maintenance, reducing expenses related to unexpected downtime.
Quality improvement : Ensures compliance with technical standards, reinforcing the company’s safety and competitiveness.
Industrial inspection plays a strategic role in maintaining the quality and safety of production processes. Choosing the right method depends on the material characteristics, the application, and the specific needs of the company. Investing in technology and professional training in non-destructive testing is essential to ensure efficiency, reduce costs, and optimize industrial operations. Count on Metal-Chek to achieve maximum safety and effectiveness in your inspection processes.
Today, March 27th, we celebrate Non-Destructive Testing (END) Inspector Day, a special date to recognize the essential work of these professionals who ensure safety and quality in various sectors of industry. We will highlight the main topics related to the profession and its strategic importance to society.
Non-Destructive Testing
Non-destructive testing (END) techniques allow for the evaluation of materials, components, and structures without causing damage. Through advanced methods such as ultrasound, radiography, magnetic particles, and penetrant testing, inspectors, in their crucial role, can detect flaws, cracks, and irregularities, ensuring that products and systems comply with safety and performance standards.
The Role of END Inspectors
END inspectors play a crucial role in accident prevention and quality improvement. They perform meticulous tests, interpret results, and are often responsible for making important decisions for the safe operation of equipment and infrastructure. Beyond technical skills, these professionals need extensive knowledge of standards and regulations, as well as abilities such as attention to detail and critical thinking.
To become a non-destructive testing (END) inspector, the required degree and studies can vary depending on the desired certification level and the standards of the country or industry. Generally, there are different certification levels, such as Level 1, Level 2, and Level 3, each requiring a specific set of qualifications.
Basic Training
Although there is no specific university degree for non-destructive testing, it is common for inspectors to have technical or higher education in related areas, such as:
Engineering
Physical
Chemical
There is also a postgraduate course in Welding and Inspection Engineering.
Certifications
Certifications are essential for working as an END inspector. They certify that the professional has mastered the theoretical and practical knowledge necessary for the role. Some of the best-known certification systems include:
ASNT (American Society for Nondestructive Testing): Level 1, Level 2, and Level 3 Certifications.
ISO 9712: Widely accepted international certification
ABENDI (Brazilian Association of Non-Destructive Testing): Certifications in Brazil.
CETRE
Each certification level requires:
Specific Training: Courses covering the theory and practice of END methods, such as ultrasound, radiography, and liquid penetrant testing.
Professional Experience: Proven work hours in non-destructive testing.
Certification Exam: Theoretical and practical assessments to confirm technical competence.
Required Skills
In addition to training and certification, an END inspector needs to develop:
In-depth knowledge of technical standards (such as ASTM, ASME, and ISO).
Analytical skills and attention to detail.
Ability to interpret and report results accurately.
Constant updating with new technologies and techniques.
By following this path, professionals can reach high levels of specialization, such as Level 3, which allows for project and team management, as well as procedure certification.
Challenges and Continuous Learning
The END (Non-Destructive Testing) sector is dynamic, and inspectors face constant challenges, such as keeping up with technological advancements, new standards, and the increasing complexity of materials and equipment. To excel, professionals need to invest in continuous learning, participating in training, certifications, and events that promote the exchange of experiences and technical improvement.
The importance of END inspectors goes beyond the technical aspects; they are responsible for ensuring the integrity and safety of industries. Their work preserves lives, prevents accidents, and ensures the quality of the products we use daily, from automobiles to the structures of large buildings.
On Non-Destructive Testing Inspector Day, it is essential to recognize the effort and dedication of these professionals. May this date be an invitation to celebrate their achievements, inspire new talent, and reinforce the importance of their work for society.
Metal-Chek, in honor of this important day, is promoting an unmissable event that will take place on April 2nd at 7 PM, completely free and via Google Meet. The Webinar: Chat Among Inspectors will provide a space for exchanging experiences, discussing challenges, and sharing knowledge among professionals in the field of Non-Destructive Testing (END).
Participate and take advantage of this unique opportunity to learn, connect with other inspectors, and celebrate the importance of this essential profession for safety and quality in industries.
Non-destructive testing plays a crucial role in detecting discontinuities in materials, preserving their integrity. Among the available inspection techniques and methods, the liquid penetrant inspection method stands out for its efficiency and versatility. However, choosing the correct method requires attention to some key factors.
1. Choosing the Type of Penetrant Liquid
Fluorescent (Type 1): Ideal for inspections requiring high sensitivity, such as in the aerospace industry. This type of liquid glows under ultraviolet light, facilitating the detection of micro-discontinuities.
Visible (Type 2): Easy to apply and requiring no special lighting, it is perfect for routine or low-complexity inspections.
2. Removal Methods
Water washable (Method A): More practical and faster, suitable for large pieces or those with complex geometries.
Post-emulsifiable: Provides greater control over the process, as an emulsifier is applied before removal with water. It is recommended for situations where precision is essential.
3. Operating Conditions: The environment where the test will be performed directly influences the results. Temperature, humidity, and lighting must be within the parameters indicated for each type of penetrant liquid.
4. Compliance with Technical Standards Standards such as ASTM E-165 are essential to ensure the safety and effectiveness of the process. They describe the requirements for correct application and the procedures to be followed.
Selecting the appropriate penetrant testing process is essential for obtaining reliable and safe results. By considering factors such as material type, environmental conditions, and regulatory requirements, you ensure an effective and high-quality inspection.
If you still have any questions, please contact our technical team. We’ll be happy to help!
When it comes to inspecting materials using the liquid penetrant method, the efficiency of the product used plays a crucial role in the success of the operation. But what makes a penetrant liquid truly effective?
Metal-Chek is recognized for providing innovative solutions to industry, especially in the field of materials inspection. Among our flagship products, Metal-Chek VP-30 stands out as a high-quality penetrant liquid, specially designed to detect surface discontinuities in non-porous materials. In this article, we will explore the main characteristics and benefits of Metal-Chek VP-30, as well as explain what makes this product efficient in the materials inspection process.
The main function of a penetrant liquid is to penetrate surface flaws in the material in question. Therefore, the product’s ability to enter cracks and discontinuities of different sizes is fundamental. This means that the liquid needs to have an adequate viscosity, not too thick so that it can quickly infiltrate small openings, but also not so thin that it loses effectiveness. Metal-Chek VP-30 was formulated with a viscosity of 7.40 ± 0.74 cSt at 38°C, allowing it to effectively penetrate the most difficult-to-access flaws without losing visibility and durability of the indications.
2. Surface Tension and Spreading
The surface tension of a penetrant liquid is a determining factor in its efficiency. The higher the surface tension, the more difficult it is for the liquid to spread and penetrate the cracks. On the other hand, if the surface tension is too low, the liquid may spread excessively, failing to reach the flaws and creating problems with the results. Metal-Chek VP-30 is designed with a balanced surface tension, allowing it to spread evenly over the surface of the part, adhering well to the cracks and ensuring good visualization after development.
3. Visibility of Indications
After the liquid penetrates the flaws, the next step is to make these flaws visible to inspectors. This is done using a developer, which causes the liquid collected in the cracks to stand out on the material’s surface. The color of the penetrant plays a crucial role in the visibility of the flaws, as the color needs to contrast with the material’s surface to ensure that the flaws are easily identified. Metal-Chek VP-30 is a red-colored visible penetrant, ensuring a strong distinction between the penetrant in the flaws and the background of the part, facilitating inspection.
4. Ease of Removal
Another crucial aspect of an efficient penetrant liquid is its ease of removal. After the appropriate penetration time, the excess penetrant needs to be removed without leaving residues that could interfere with subsequent analysis. Penetrant removal is usually done with water or special solvents. Metal-Chek VP-30 is water-washable, meaning it can be easily removed from the surface, leaving the inspection area clean and residue-free. This facilitates not only inspection but also the maintenance of parts.
5. Durability of Indications
For the inspection process to be effective, the indications of defects need to be visible for an adequate time after the developer is applied. The durability of the indications refers to the length of time the penetrant, now revealed, remains visible to the inspector. Metal-Chek VP-30 was formulated to ensure that the indicated defects remain visible for longer, with minimal fading, increasing the reliability of the inspection process.
6. Material Compatibility
The compatibility of the penetrant liquid with the materials being inspected is essential to ensure that the process does not damage the material and that the physical and chemical properties of the product are not compromised. Metal-Chek VP-30 is compatible with a wide range of materials, such as ferrous and non-ferrous metals, ceramics, plastics, and glass, allowing its use in various industries, from the automotive sector to aerospace and civil construction.
7. Temperature Range
The temperature of the surfaces to be inspected can vary considerably in industrial environments. An efficient penetrant liquid must be able to operate in a wide temperature range to ensure it functions correctly regardless of the conditions. The Metal-Chek VP-30 has an operating temperature range between 10 and 52 °C, meaning it can be used in a variety of environmental conditions without compromising its performance.
8. Compliance with Standards
Finally, compliance with industry standards is also an important factor in ensuring the efficiency of the penetrant liquid. Metal-Chek VP-30 meets a number of international standards, including ISO 3452-2, AMS 2644 and ASTM E-1417, which ensures that it has been tested and approved for use in various critical industries and processes. This guarantees not only the product’s efficiency but also its reliability and safety in inspection operations.
Applications and Benefits
It helped me understand a little more about the characteristics that lead to effectiveness during inspection processes. It is the ideal product for inspecting components during manufacturing and maintenance stages, ensuring that parts meet the required quality standards.
Furthermore, its use in ferrous and non-ferrous metals, ceramics, glass, and plastics expands the product’s versatility, making it an indispensable choice for industries that demand rigorous quality control, such as the automotive, aeronautical, metallurgical, and construction industries.
And how do I use Metal-Chek VP-30 Visible Penetrant Testing Liquid?
The application process for Metal-Chek VP-30 follows a set of simple and well-defined steps to ensure maximum effectiveness in fault detection. Below, we explain the recommended procedure:
Pre-cleaning : Before applying the penetrant, the material surface must be cleaned of oil, grease, paint, or any other residue that may interfere with the capillary action of the liquid. For this, the use of Metal-Chek solvent removers, such as Metal-Chek E 59 or R 501 , is recommended.
Penetrant Application : Metal-Chek VP-30 should be applied to a dry and clean surface by spraying. The recommended penetration time is 10 minutes, but may vary depending on the nature of the defect and the complexity of the test.
Excess Removal : Excess penetrant should be removed with water, using a pressure of up to 40 psi and a temperature between 10 and 38 °C. Removal should be done carefully to avoid excessive washing.
Drying : After removing the excess, the piece can be left to air dry or dried in a temperature-controlled oven.
Development : The non-aqueous Metal-Chek D-70 or D-702 developer should be applied in a thin, even layer over the area of interest to allow visualization of the defects.
Inspection : After applying the developer, the inspection should be carried out under suitable light to identify the defects indicated by the contrasting red coloration.
So far, it’s clear that our product offers an efficient and practical solution for detecting surface discontinuities, with the advantage of being easily removed with water and guaranteeing a clear visualization of the flaws. Its wide operating temperature range, high durability of indications, and compatibility with different materials make this penetrant a reliable choice for high-precision inspections.
With the right product, your company can perform faster, more reliable, and more economical inspections, while maintaining the quality and safety standards essential for success in critical industrial processes. For more information about the Metal-Chek VP-30 , contact our team and discover how this product can add value to your operation.
Learn about the risks of contaminating waste and how to dispose of it effectively.
Have you ever stopped to think about the risks that contaminating residues can cause during an industrial inspection? It’s not just a matter of aesthetics or cleanliness: these contaminants can completely compromise the inspection results, affecting the safety and quality of the final product.
The problem of contaminating waste.
Residues such as oils, greases, paint, or even dust may seem harmless at first glance, but in the context of an inspection, they are invisible enemies. Imagine you are conducting a penetrant test, one of the most reliable methods for identifying cracks and flaws in materials. Now, imagine that a layer of oil or grease on the surface prevents the penetrant from doing its job correctly. The result? A false negative – that is, a flaw that could have been detected but was ignored because of the dirt.
Experts in the field agree: cleanliness is key to successful inspection. According to ASTM E-1417, one of the most important standards for penetrant testing, any contaminant on the surface can alter test results, compromising the accuracy of the assessment. And this is not something that can be risked, especially in sectors such as aeronautics, petrochemicals, and automotive, where failures can have disastrous consequences.
How does the Metal-Chek R 501 solve this problem?
This is where Metal-Chek R 501 comes in, a high-performance halogenated remover developed to tackle the toughest contaminants. It’s the secret of many professionals when it comes to ensuring effective cleaning before inspection. Its chlorinated solvent-based formula is designed not only to remove oils, greases, and scale, but also to leave no residue after evaporation – essential for test accuracy.
Its effectiveness is based on:
Rapid evaporation without residue: Due to its high volatility, the product evaporates quickly, leaving no residue on the surface. This is crucial, as any residue can interfere with the behavior of penetrant liquids, impairing the accuracy of the analysis.
Safe and controlled formula: Experts in non-destructive testing know that inadequate cleaning can introduce new risks. Metal-Chek R 501 was formulated to ensure that the product removes only contaminants, without adding uncontrolled contaminants. This ensures that the test is performed cleanly, efficiently and safely.
Versatile use : It can be used on ferrous and non-ferrous metals, ceramics, plastics, and even glass. In other words, regardless of the type of material you are inspecting, it has the ability to perform the necessary cleaning to ensure accurate results.
Experts confirm: A study conducted by ISO 3452-2, which defines standards for penetrant testing, made it clear that prior cleaning is one of the most critical factors in ensuring the reliability of the results. Removing contaminants is not just a technical step, but a matter of safety.
How do I use Metal-Chek R 501 to ensure effective cleaning?
The process is simple, but extremely important for the success of the inspection:
Initial cleaning: Apply Metal-Chek R 501 to a clean cloth or rag and wipe the inspection surface. This removes contaminants such as oils and greases that could interfere with the penetrant.
Removing excess penetrant: After applying the penetrant liquids, use Metal-Chek R 501 to remove the excess, preventing the product from interfering with the test. Remember: less is more when it comes to penetrant!
Quick drying: The product evaporates naturally in 5 to 10 minutes, but this can be accelerated using an oven. This ensures the surface is ready for testing efficiently.
The impact of a well-done inspection.
Proper cleaning is not just a matter of completing a step in the process – it’s key to ensuring that the test is accurate and safe. And, as experts in non-destructive testing show, a poorly executed inspection can lead to undetected flaws, compromising the safety and quality of the final product.
Therefore, products like Metal-Chek R 501 are essential. They not only facilitate the inspection process, but also ensure that the procedure is carried out efficiently and without risk of contamination, guaranteeing the accuracy of the results.
Removing impurities is not just a recommendation: it’s a requirement to guarantee the integrity and accuracy of industrial tests. And Metal-Chek R 501 stands out as an indispensable tool in this process, ensuring clean, contaminant-free surfaces ready for inspection. After all, in a world where every detail counts, we can’t afford to neglect cleanliness.
Have you ever stopped to think about the impact of an undetected product flaw? From production delays to financial losses, when a defect goes unnoticed, the consequences can be serious. Rework, risk of accidents, and even the loss of a contract are just some of the challenges that can arise.
Therefore, it is crucial that the inspection process be as precise and efficient as possible. And that’s where Metal-Chek VP-30 Visible Penetrant Testing comes in – an innovative solution to ensure that these hidden flaws are detected quickly and accurately.
The Metal-Chek VP-30 is a water-washable visible penetrant used to detect surface discontinuities in non-porous materials. It’s perfect for a variety of applications, such as inspections of forged, rolled, cast, welded, and even assembled components. Oh, and it doesn’t discriminate between ferrous or non-ferrous metals, ceramics, glass, or plastics – it actually works with all of them!
In short: it’s an efficient and easy-to-use crack detector that guarantees visible, fast, and accurate results.
Why is the Metal-Chek VP-30 so reliable?
The key advantage of the Metal-Chek VP-30 is the combination of several features that make it the best when it comes to flaw detection using the liquid penetrant testing method:
Visibility of defects : The intense red coloration facilitates the visualization of discontinuities, making the defects much clearer.
Durability of indications : The product provides long-lasting indications, meaning you can rely on visibility of faults for longer, reducing the risk of errors.
Easy removal : It is washable with water, meaning cleaning is quick and uncomplicated. This is crucial to avoid compromising the inspection process.
Furthermore, the Metal-Chek VP-30 operates in a wide temperature range (10 to 52°C), providing greater flexibility and reliability, even in the most challenging environments.
And how to use Metal-Chek VP-30?
Here’s a simplified summary of how to use the product:
Surface cleaning : First of all, the surface of the material needs to be clean. This means free of oil, grease, or any residue that could interfere with the penetrant’s action. You can use Metal-Chek E 59 or other recommended solvents for this purpose.
Penetrant application : Metal-Chek VP-30 can be applied in several ways: spraying, immersion, or even by brushing. Just remember to ensure the surface is dry and clean for the product to work properly.
Penetration time : Allow the penetrant to act for approximately 10 minutes (depending on the part, up to 30 minutes may be necessary) to ensure it penetrates the flaws.
Excess removal : Using water, you can remove excess penetrant. Remember, the water pressure should not exceed 40 psi to avoid removing the product from the area of interest.
Drying and developing : After the part has dried, apply Metal-Chek D 70 or D 702 developer to highlight the flaws. Inspect the surface after about 20 minutes and look for the red markings contrasting with the white background.
Yes, you’ll have less rework and much more efficiency, all because the Metal-Chek VP-30 is an essential tool for anyone looking to detect flaws quickly, reliably, and efficiently. With it, you avoid errors, reduce rework costs, and guarantee high-quality products, minimizing risks for your production and your customers.
Don’t let hidden flaws compromise your production. Invest in the best detection technology and optimize the inspection process with Metal-Chek VP-30 . For further information, contact our technical consultants .
Transportation infrastructure in Brazil is fundamental to the country’s economy and the safety of its population. Among the most essential infrastructures are bridges and viaducts, structures that, in addition to allowing the circulation of vehicles and pedestrians, play a vital role in connectivity between regions and in supporting commercial and logistical activities. However, these structures are constantly subject to factors that can compromise their integrity, such as weathering, heavy traffic, heavy loads, temperature variations, and environmental damage.
In this context, Non-Destructive Testing (END) stands out as an essential tool for monitoring the structural health of these infrastructures. It allows for the detection of flaws invisible to the naked eye, without causing damage or interruptions to the structure’s operations. As a leader in the Non-Destructive Testing sector in Brazil, Metal-Chek has made a decisive contribution to infrastructure safety, applying the best performance in its products to ensure that structures remain safe and functional for longer.
What are Non-Destructive Tests (END)?
Non-destructive testing (END) is a technique for inspecting and analyzing materials, components, and structures without causing any damage to them . The goal of END is to assess the integrity and quality of a part or structure without compromising its use or functionality.
They are essential in various industries, including civil construction, automotive, aerospace, energy, petrochemical, among others, because they enable the early detection of faults without the need for disassembly or destruction of parts.
Among the most commonly used END methods for infrastructure monitoring, the following stand out:
Ultrasound: This technique uses high-frequency sound waves to detect internal flaws, such as cracks, discontinuities, and corrosion zones in metallic and concrete materials. In bridges and viaducts, ultrasound can be used to examine steel or concrete beams and pillars, assessing their integrity without the need for disassembly or drilling.
Radiography: Uses X-ray or gamma radiation to obtain internal images of materials, allowing the detection of hidden flaws such as cracks, porosity, or inclusions in metallic components. This method is widely used in inspections of welds and metallic structures, being ideal for evaluating the strength and reliability of bridge joints and articulations.
Eddy Current Testing: This method is based on the principle of electromagnetic induction. Eddy currents are generated in conductive materials, and their alteration can indicate the presence of surface or subsurface defects, such as cracks or corrosion. This method is effective for metallic materials and is widely used for monitoring critical areas in viaducts and bridges.
Magnetic particles: Magnetic particles are applied to the surface of ferromagnetic materials, and defects such as cracks or discontinuities cause disturbances in the magnetic field, which become visible through these particles. This is an effective method for inspecting metallic components subjected to stress and fatigue.
Thermography: Thermography is a monitoring technique based on detecting temperature variations on the surface of structures. This variation can indicate problems such as thermal insulation failures, water infiltration, or areas of internal corrosion. Used in conjunction with infrared cameras, this technology is especially useful for monitoring the surface of bridges and viaducts without the need for direct access to the internal parts.
These techniques not only help detect faults early, but also prevent the need for major repairs or replacements, resulting in savings of time and resources.
The Importance of END in Monitoring Bridges and Viaducts
Bridges and viaducts face a number of challenges that affect their integrity over time. Among the main factors that contribute to the deterioration of these structures are:
Corrosion : The passage of time and climatic variations, especially in urban and coastal environments, can accelerate the corrosion process in metal and concrete structures. Internal corrosion, for example, may be invisible until the structure becomes critically compromised.
Heavy Loads and Vibration : Heavy vehicle traffic, especially in areas with high truck and large vehicle traffic, can generate stress and fatigue in structural materials. The impact of these loads can result in cracks or failures in welds and joints, which are not easily detected without the use of END (Non-Destructive Testing).
Environmental Factors : Constant exposure to rain, strong winds, temperature changes, and pollution can also affect the longevity of structures, creating ideal conditions for the appearance of cracks, fissures, and deterioration of concrete or metal.
Metal-Chek and its Contribution to the Security of Brazilian Infrastructure
Metal-Chek do Brasil is recognized for its expertise in Non-Destructive Testing, offering high-precision solutions for companies and public agencies that require constant monitoring of the integrity of their infrastructure. With highly qualified and certified products, Metal-Chek has stood out in the market for over 40 years, ensuring that bridges, viaducts, and other critical structures throughout Brazil can be monitored efficiently and effectively.
Our commitment is to quality and safety. Through our services, we offer detailed inspections that detect everything from micro-cracks to deeper problems, allowing for corrective actions before irreversible damage occurs. We act with speed and precision, minimizing interruptions and costs, while ensuring that infrastructures continue to function with maximum safety. Furthermore, at Metal-Chek, innovation is one of the pillars of our work. We are always at the forefront of new technological trends.