Magnetic Particle Inspection: How the Supermagna Yoke HMM6 + SBW 333/O + Contrast 104 Combination Ensures Accuracy and Reliability
Discover how the Metal-Chek Supermagna Yoke HMM6, SBW 333/O and 104 Contrast combination ensures faster, more accurate and safer magnetic particle inspections, in compliance with technical standards.
Why reliable inspection is vital in industry
In industry, reliability means economy and safety . After all, an unidentified surface discontinuity can compromise the operation of critical equipment, generate rework, unscheduled downtime, and even accidents.
Therefore , the application of Non-Destructive Testing (END) techniques is indispensable. Among the available methods, magnetic particle inspection (MPI) stands out for its high sensitivity to ferromagnetic materials.
However, simply having good equipment is not enough: it is also essential to have the right magnetic particles and an efficient contrast agent to guarantee consistent results.
This is precisely where Metal-Chek’s proposal comes in: the combination of the Supermagna Yoke HMM6, the SBW 333/O and the Contrast Agent 104. Together, these products form a complete system that ensures fast, accurate and safe inspections.
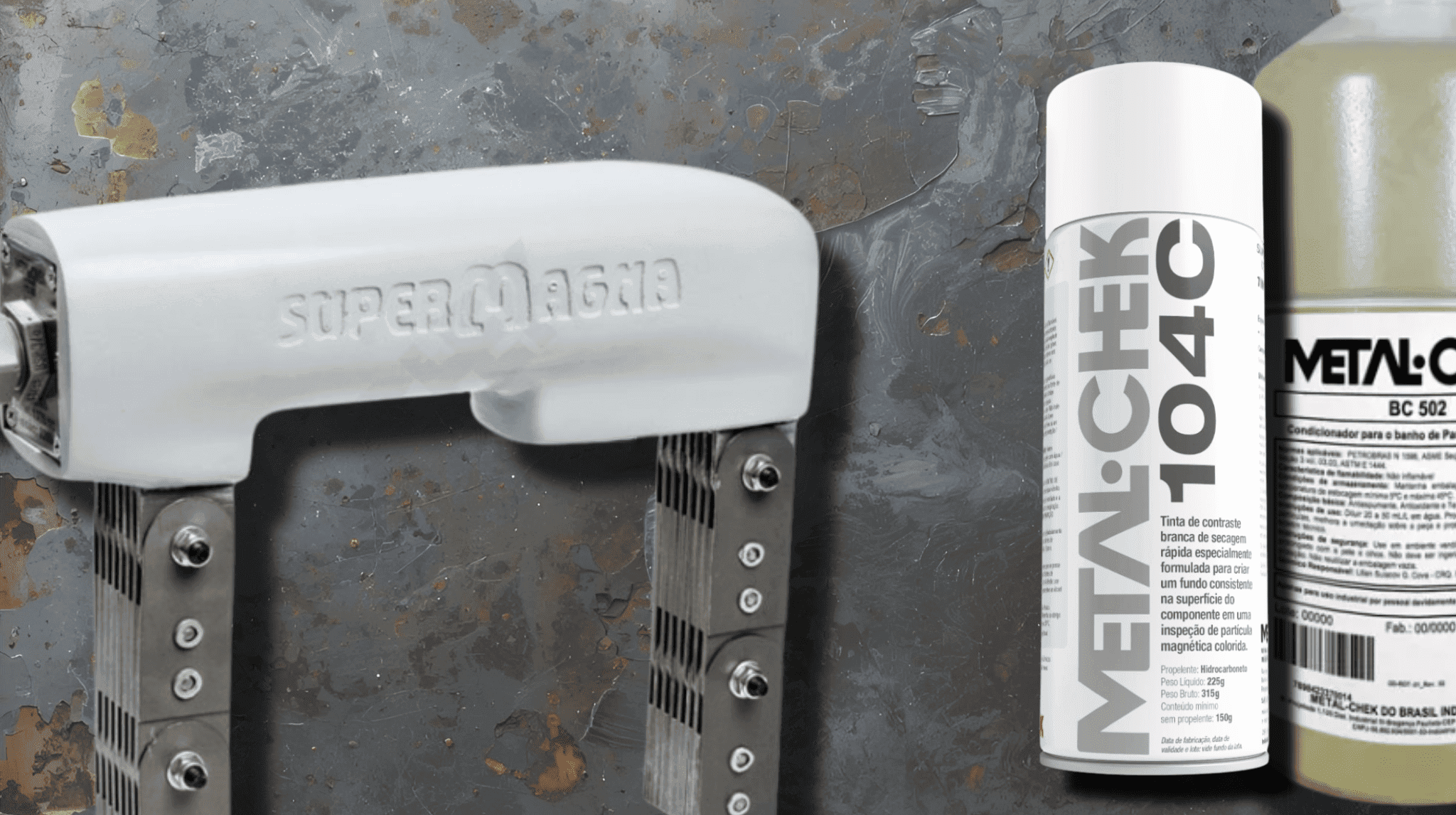
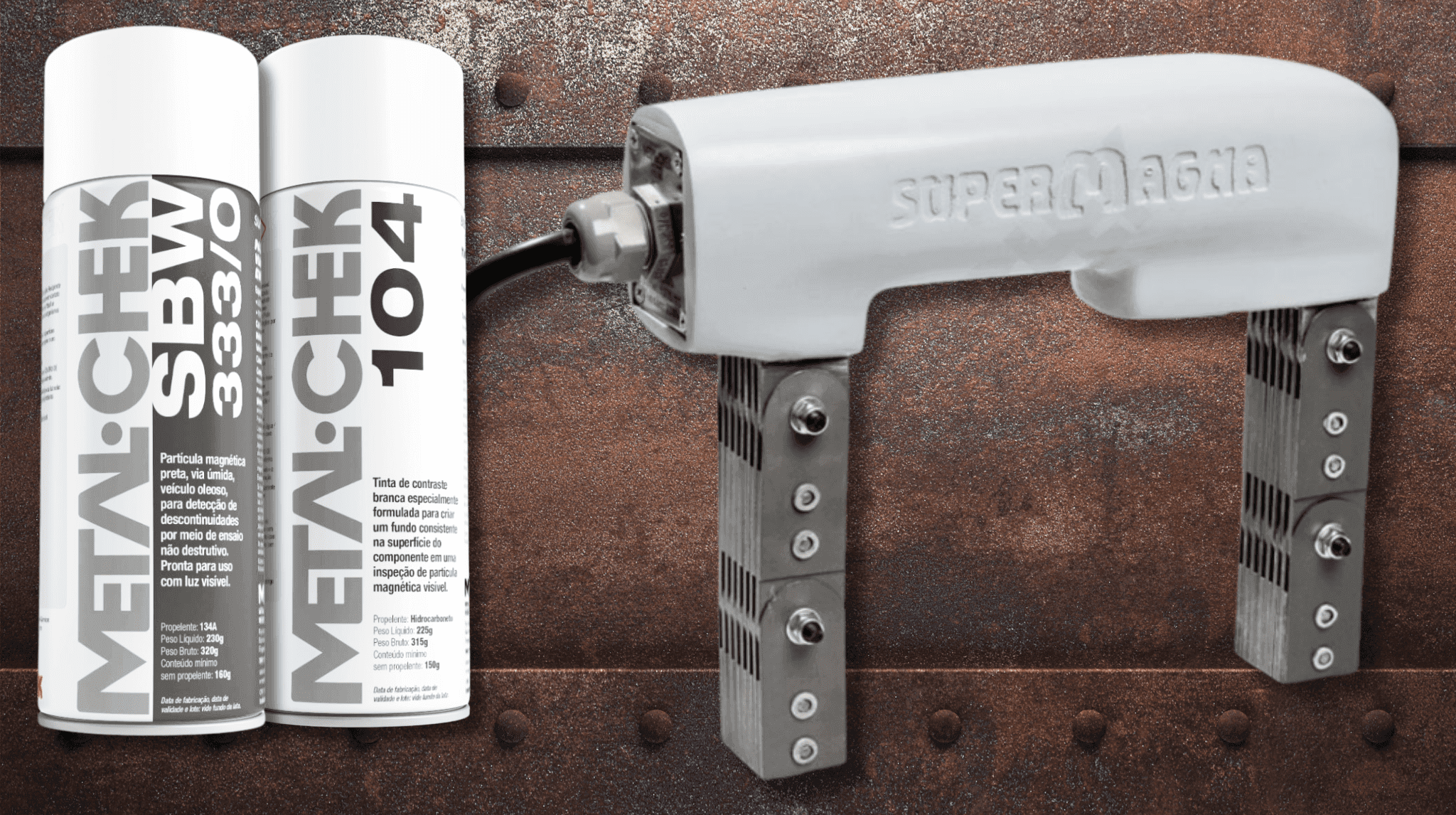
Supermagna Yoke HMM6: Power and Robustness in the Field
The Supermagna Yoke HMM6 is a portable electromagnetic device designed to generate the magnetic field (AC – Alternating Current) necessary for magnetic particle inspection using the yoke technique.
Furthermore, its robust construction makes it ideal for both field and factory use.
Main features:
- Portable and robust – ideal for field and factory inspections.
- With no current conduction through the part – magnetization is achieved by an magnetic field, ensuring greater safety.
- Applications – welding, metal structures, castings and forgings.
- Regulatory – complies with the main national and international standards.
SBW 333/O: Visible Magnetic Particles in Oily Suspension
Magnetic particles are responsible for making visible the discontinuities present in the magnetized part.
SBW 333/O is an oil-based suspension for visible wet manifolds, formulated to offer high sensitivity and stability.
This ensures clear and consistent indications during the inspection process.
Highlights:
- Ready to use.
- Excellent visualization of discontinuities in finished products.
- High definition of indications under visible light, with excellent sensitivity.
Contrast 104: Enhanced Visibility
Contrast 104 creates a white background that enhances the indications of visible magnetic particles, ensuring maximum definition and reliability in inspection.
In other words, it improves the readability of the information and contributes to a more accurate interpretation.
Main functions:
- It increases the contrast between the particles and the surface.
- Increased sensitivity of the assay.
- Compliance with technical standards.
How the Supermagna Yoke HMM6 + SBW 333/O + Contrast 104 Combination Works
In a simple and efficient way, the process occurs in four stages:
- Application of Contrast 104 – uniform white background on the area to be inspected.
- Magnetization with the Supermagna Yoke HMM6 – generation of a magnetic field on the workpiece.
- Application of SBW 333/O – visible oily suspension deposited on the magnetized surface.
- Interpretation of results – particles accumulate in field escape regions, immediately revealing surface discontinuities.
Advantages of the Metal-Chek Combination
- High sensitivity – greater accuracy in detecting surface discontinuities.
- Operational speed – visible indicators at the time of inspection.
- Versatile application – sectors such as oil & gas, energy, metallurgy, automotive, naval and nuclear.
Furthermore, this combination reduces rework and increases the efficiency of inspection teams.
Technical Reference Standards
The combination of Supermagna Yoke HMM6 + SBW 333/O + Contrast 104 meets the requirements of international and national standards, such as:
- ASTM E709
- ASTM E3024
- ISO 9934 (1 and 2)
- NM 342
- ASME BPVC Section V, Article 7
- PETROBRAS N-1598
Why choose Metal-Chek?
Metal-Chek is a national leader in Non-Destructive Testing solutions , with products developed according to rigorous quality standards and tested in real industrial applications.
Therefore, by adopting the Supermagna Yoke HMM6 + SBW 333/O + Contrast 104 combination, your company gains in:
- Reliability of results.
- Speed in execution and interpretation.
- Safety and operational efficiency.
Magnetic particle inspection is a well-established method among Non-Destructive Testing and remains essential for ensuring the integrity of metallic components and structures. Its effectiveness, however, depends directly on the quality of the equipment and products.
With the combination of the Supermagna Yoke HMM6, the SBW 333/O and the 104 Contrast, Metal-Chek delivers a complete solution for performing Non-Destructive Testing.
In this way, the inspection gains in reliability, speed, and operational safety.
This integration ensures:
• Reliability and accuracy in the results.
• Speed in the execution and interpretation of the indications.
• Safety and efficiency in industrial operations.
If your company’s goal is to raise inspection standards and strengthen process reliability, count on Metal-Chek.
Metal-Chek – a leader in solutions for Non-Destructive Testing.
Speak with our experts and get your questions answered.
Follow our news at: @metalchek