Supermagnetic Contrast 104 in Magnetic Particle Testing
In Magnetic Particle (MP) testing, the correct contrast between the surface and the magnetic particles is what guarantees the visibility of the indications and the accuracy of the results.
More than just a product, the Supermagna Contrast 104 Metal-Chek in Magnetic Particle Testing represents the practical application of the contrast concept in visible inspections, meeting the requirements of ASTM E709, NM 342 and PETROBRAS N-1598 standards.
Function of Supermagna Contrast 104 in Magnetic Particle Testing
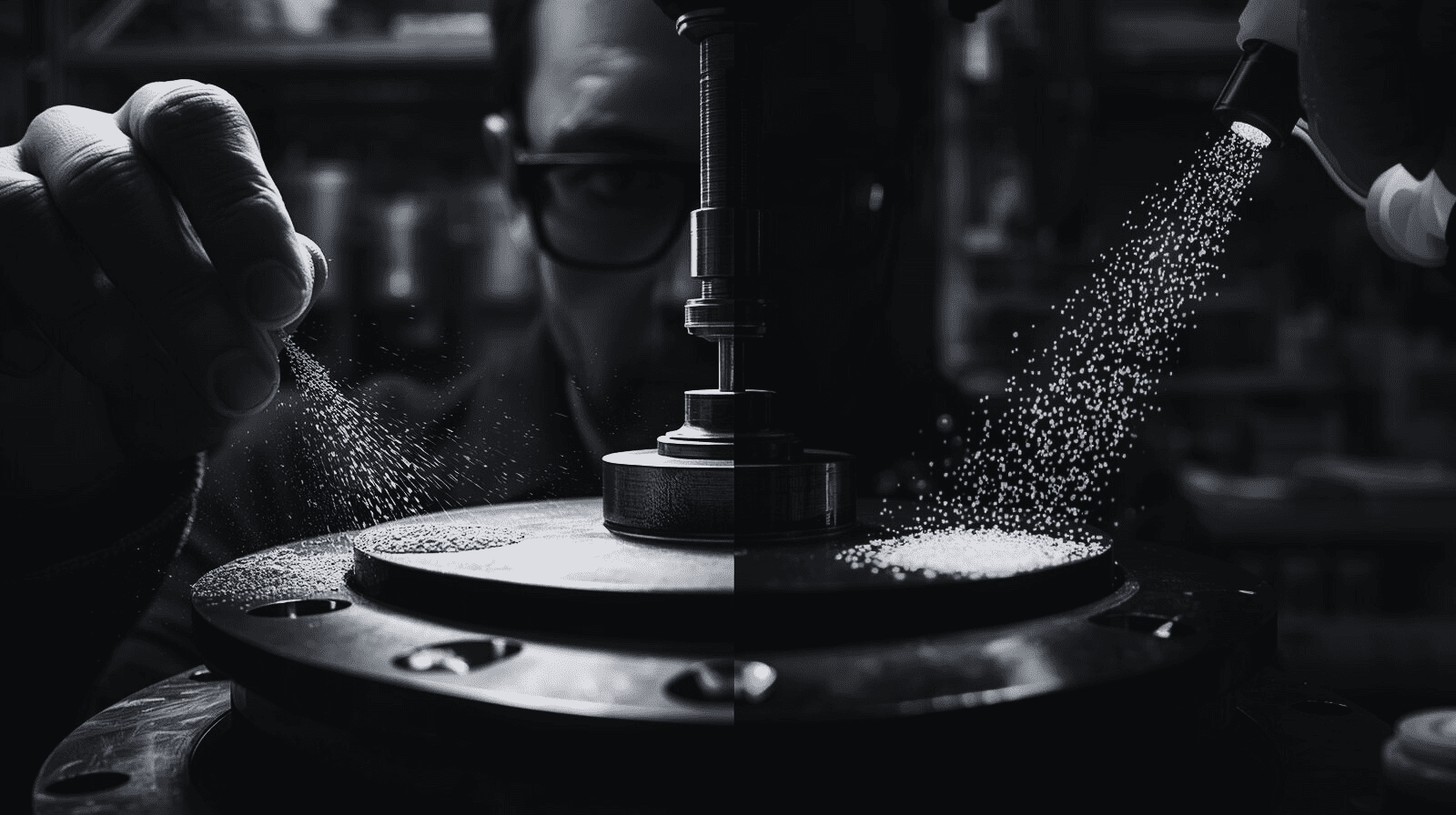
The Supermagna Contrast 104 in Magnetic Particle Testing functions to create a uniform white background on the surface of the part or inspection area, upon which colored magnetic particles (visible method, usually black or red) accumulate, making indications of discontinuities more visible under ambient light. The uniform white background increases the visual difference between the part and the particles accumulated over possible surface discontinuities.
Without adequate contrast, subtle indications may go unnoticed, reducing the sensitivity of the assay and compromising the reliability of the results.
In summary, the Supermagna Contrast 104:
- It forms a highly reflective white background , ideal for visible testing;
- It increases the optical contrast between the surface and magnetic particles;
- It facilitates the visual interpretation of the instructions by the inspector;
- It directly contributes to the reproducibility and standardization of PM tests.
When to use Supermagna Contrast 104
Supermagna Contrast 104 is indicated for colored magnetic particle testing (visible method), conducted under visible illumination with a minimum intensity of 1076 lux, as established by ASTM E709, NM 342 and PETROBRAS N-1598 standards.
Precautions when applying and removing
In order to guarantee optimal performance and avoid interference with the result, it is recommended:
1. Surface preparation
The area to be inspected must be dry, clean, and free of oil, grease, paint, or mill scale. Prior cleaning with E59 Metal-Chek
is recommended, ensuring a perfectly prepared surface to receive Supermagna Contrast 104.
2. Uniform application
Supermagna Contrast 104 should be applied in a thin, even layer, avoiding excess.
Very thick layers compromise the sensitivity of the assay.
3. Drying
Allow to dry completely before applying the magnetic particles.
The surface should have a uniform, matte, and non-reflective appearance.
4. Removal
After testing, Supermagna Contrast 104 can be removed with a remover such as E59 or TMC 10 Metal-Chek, ensuring thorough cleaning without damaging the surface.
Why choose the Supermagna Contrast 104 Metal-Chek?
The Supermagna Contrast 104 Metal-Chek was developed for professionals seeking precision and performance in magnetic particle testing.
Main benefits:
- High coverage and quick drying , optimizing inspection time;
- An adherent and uniform layer , respecting the thickness limits;
- Intense optical contrast that highlights even the smallest details;
- Compatible with Supermagna BW 333, RW 222, SBW 333/O, SRW 222/O and YD 404 colored magnetic particles.
Technical notice
This content is for educational purposes only. The application of the test methods and parameters must follow a qualified procedure approved by a Level 3 Inspector.
Metal-Chek Excellence
The Supermagna Contrast 104 is more than just a support product:
it is an essential technical element to guarantee quality, sensitivity, and safety in visible magnetic particle testing.
Using the Supermagna Contrast 104 Metal-Chek means investing in standard, precision and reliability, fundamental pillars for those seeking excellence in Non-Destructive Testing.
“Precision is visibility — ensure reliable results with the Supermagna Contrast 104 Metal-Chek.”
Talk to our experts
and follow us on @metalchek