Elevate Precision: SuperMagna 104 Contrast
Did you know that non-destructive testing (END) is fundamental to ensuring the safety and reliability of industrial components? These tests are essential for detecting flaws without compromising the integrity of the materials. And when the goal is to maximize the efficiency of these tests, SuperMagna Contrast 104 is the ideal choice!
What is SuperMagna Contrast 104 and how does it work?
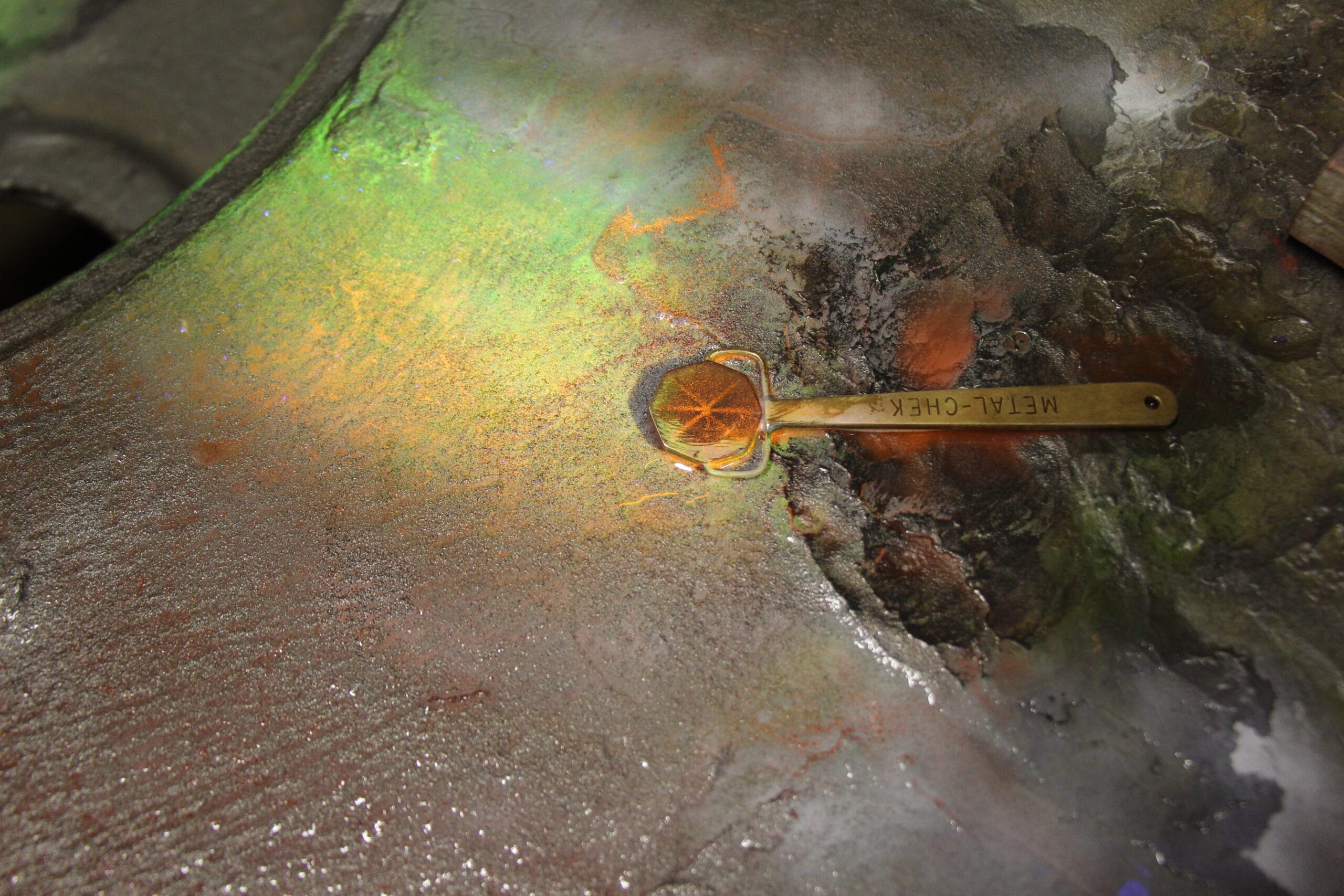
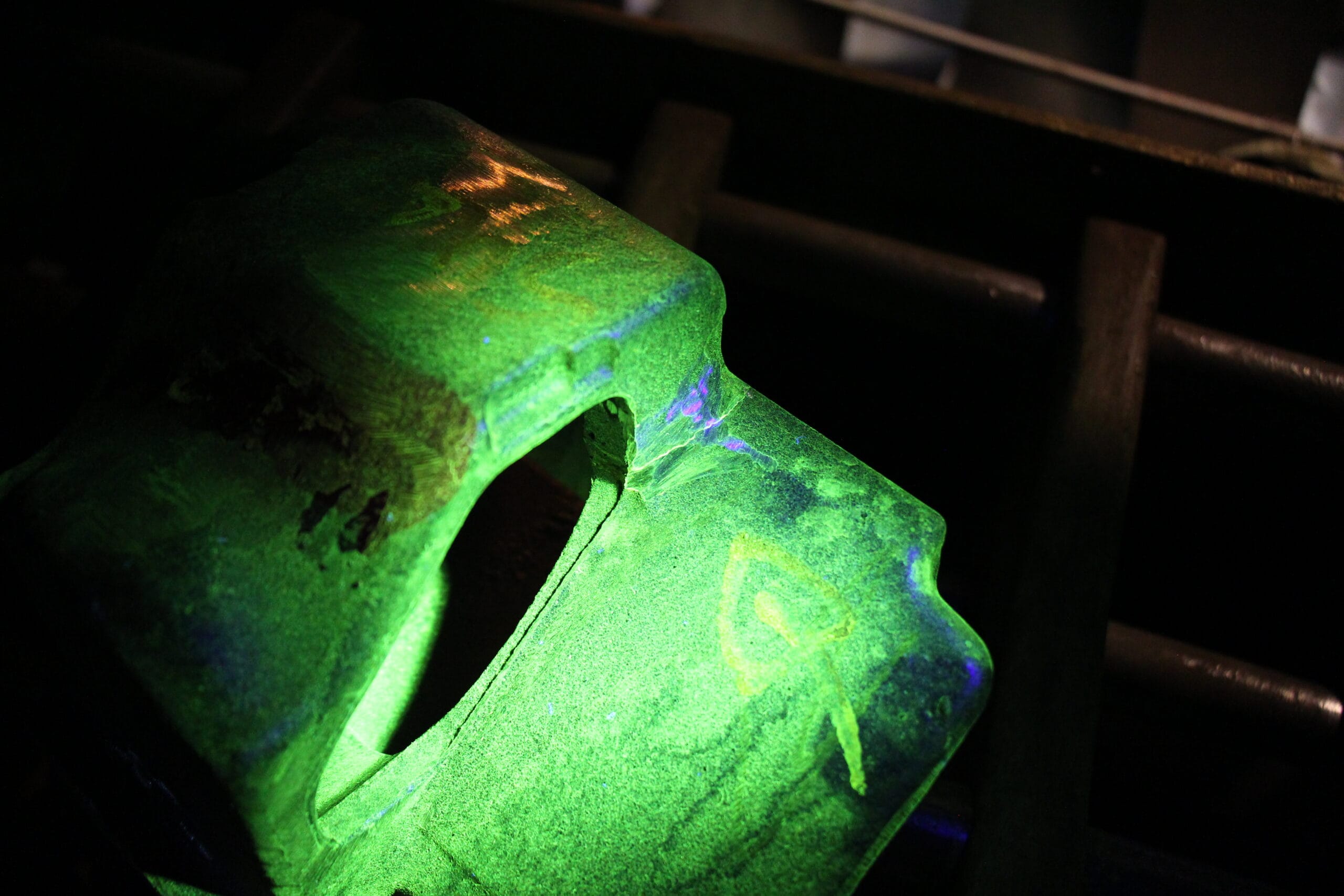
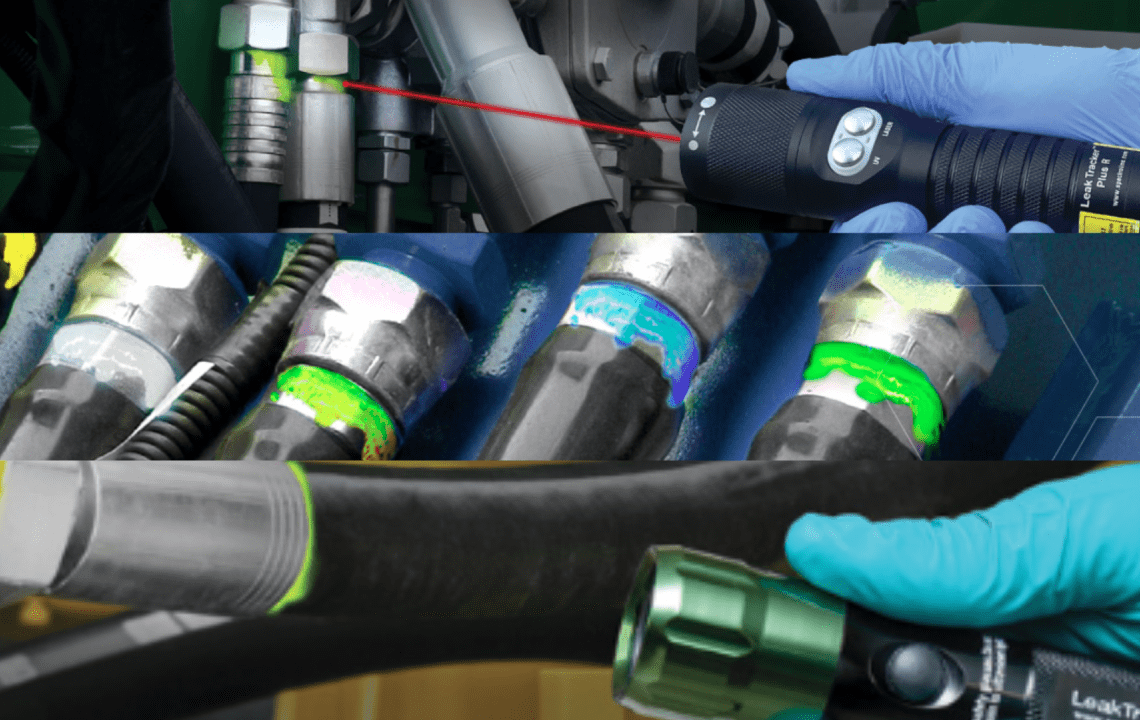
SuperMagna Contrast 104 is a white contrast ink designed for use as a base in magnetic particle testing. Applying this ink to the component surface creates a high-contrast background, facilitating the detection of discontinuities during visible magnetic particle inspection. This process increases sensitivity and the chance of identifying flaws, such as leaks, that might otherwise go unnoticed. Ideal for use in various industries, it contributes to the safety and reliability of inspection processes.
To better illustrate this, we have also included some of its main features and benefits:
- Improved Contrast and Sensitivity: SuperMagna Contrast 104 creates a high-contrast background, optimizing magnetic particle testing and increasing accuracy in flaw detection.
- Ready to Use: The product comes ready for application, which speeds up the inspection process and reduces waiting time between test steps.
- Efficient Application: The ink dries quickly and offers superior visibility during non-destructive testing.
- Compatibility: Compatible with various types of visible magnetic particles, such as Supermagna BW 333 and RW 222, expanding versatility in testing.
- Resistant and Durable: Once dry, the paint withstands the wet-dose method used in inspections, ensuring long-lasting and reliable performance.
- High Adhesion: The ink offers excellent adhesion to surfaces, ensuring that the contrast is maintained uniformly throughout the inspection.
How the SuperMagna 104 Contrast Inspection Process Works
- Surface Cleaning: Before applying the paint, it is essential to ensure that the surface to be inspected is completely clean, in order to optimize the adhesion of SuperMagna Contrast 104.
- Paint Application: Shake the can well and apply a thin, even coat. Wait approximately 2 minutes for it to dry before proceeding with the application of the magnetic particles.
- Inspection: After drying, spray the magnetic particles onto the magnetized inspection area. The contrast provided by the paint facilitates the detection of leaks and other discontinuities.
- Removal: Removing the paint is simple and can be done with a paint remover, without damaging the surface being analyzed.
But how do you gain an advantage by choosing Metal-Chek?
You might be wondering: “Why choose Metal-Chek, a market leader, for my non-destructive testing needs?” The answer lies in the quality and reliability of our products. SuperMagna Contrast 104 was developed to guarantee exceptional results, with a formulation that offers maximum performance and safety for your inspections. With over 40 years of experience and innovation, Metal-Chek has become synonymous with excellence in products for the non-destructive testing industry.
If you are looking for a product that offers not only efficiency, but also safety and innovation in your non-destructive testing, the SuperMagna Contrast 104 is the right choice. By improving discontinuity detection and ensuring high performance, this Metal-Chek product remains the market leader. The right choice for those who want consistent, high-quality results.
Want to know more? Contact one of our technical consultants and request a demonstration.
Phone: +55 (11) 3515-5287 / E-mail: metalchek@metalchek.com.br