La fiabilidad operativa es uno de los pilares fundamentales de la industria moderna. Ante la creciente presión por reducir costes y mejorar la seguridad y la eficiencia de los activos, el mantenimiento predictivo se ha vuelto esencial. En este contexto, los ensayos no destructivos (END) desempeñan un papel decisivo, aportando precisión y seguridad a la toma de decisiones técnicas y operativas.
La adopción de tecnologías de monitorización continua y sensores inteligentes ha impulsado la revolución digital en la industria, en consonancia con los principios de la Industria 4.0. Dentro de este ecosistema, los END (Ensayos No Destructivos) son fundamentales para validar datos y ampliar la capacidad de anticipar fallos.
Este artículo analiza cómo la integración de sensores, sistemas de monitorización y métodos como las pruebas de líquidos penetrantes, las pruebas de partículas magnéticas y la detección de fugas contribuye a la eficiencia del mantenimiento predictivo. Asimismo, presentamos cómo Metal-Chek, líder nacional en productos de ensayos no destructivos (END), optimiza esta integración mediante tecnología, calidad y cumplimiento normativo.
Mantenimiento Predictivo: Mucho Más Allá de la Inspección Tradicional
El mantenimiento predictivo se basa en la recopilación y el análisis de datos en tiempo real para predecir fallos y evitar paradas inesperadas. Se trata de una estrategia centrada en el estado real del equipo, a diferencia del mantenimiento correctivo (posterior a un fallo) o preventivo (a intervalos fijos).
Herramientas comunes de mantenimiento predictivo:
- Sensores de temperatura, vibración y presión;
- Análisis espectral y de corrientes de Foucault;
- Termografía infrarroja;
- Análisis ultrasónico y tribológico (monitorización del aceite);
- Y, por supuesto, las pruebas no destructivas , que complementan las alertas automatizadas con un análisis detallado y visual del fallo.
Beneficios técnicos y económicos:
- Prevención de tiempos de inactividad no programados;
- Mayor vida útil de los componentes y activos;
- Reducción de costes mediante la disminución de las repeticiones de trabajo y la sustitución de piezas;
- Mayor seguridad en las operaciones industriales y en el comercio de productos de alto valor añadido;
Las empresas de los sectores industrial y comercial han estado invirtiendo cada vez más en tecnologías que permiten una mayor previsibilidad operativa, alineándose así con la tendencia global de transformación digital en la industria.
Ensayos No Destructivos: La Base de la Inspección de Alta Precisión
Las técnicas de ensayos no destructivos (END) son métodos de inspección que analizan materiales, piezas y soldaduras sin comprometer su integridad estructural. Se utilizan ampliamente para detectar grietas, inclusiones, porosidad, delaminación y otros defectos que no pueden identificarse visualmente.
En el mantenimiento predictivo, los END ofrecen:
- Confirmación visual y técnica de las anomalías detectadas por los sensores;
- Supervisar la propagación de defectos estructurales;
- Registro fotográfico y documentación técnica rastreable;
- Apoyo a la toma de decisiones basado en pruebas concretas;
- Reducir la incertidumbre durante las intervenciones planificadas;
- Cumplimiento de las normas nacionales e internacionales de calidad, seguridad y trazabilidad.
Métodos principales:
- Líquido penetrante (LP) : excelente para grietas superficiales en metales y materiales no metálicos;
- Partículas magnéticas (PM) : se utilizan en materiales ferromagnéticos para detectar grietas superficiales y subsuperficiales;
- Ultrasonido industrial : ideal para localizar defectos internos con alta precisión;
- Radiografía industrial : proporciona imágenes internas de estructuras complejas;
- Corrientes de Foucault : útiles para capas delgadas e inspecciones rápidas;
- Termografía infrarroja : visualización térmica de puntos de calentamiento anómalos.
Estos métodos se aplican habitualmente en la inspección de soldaduras, calderas, tuberías presurizadas, válvulas, estructuras aeronáuticas y piezas sometidas a desgaste mecánico. La ventaja reside en la detección precoz de grietas, porosidad, delaminación y otros tipos de defectos estructurales, incluso en entornos agresivos o de difícil acceso.
Industria 4.0 y la Integración Inteligente entre Sensores y END
La Industria 4.0 está transformando la forma en que fabricamos, mantenemos y gestionamos los activos industriales. La conectividad entre sensores, software, máquinas y personas permite una visión sistémica y predictiva de toda la operación.
En este contexto, los END (Ensayos No Destructivos) adquieren una nueva función: validar físicamente los datos recopilados automáticamente. En otras palabras, los sensores detectan patrones de funcionamiento anómalos, mientras que las pruebas confirman (o descartan) la presencia de defectos estructurales reales.
Ejemplo práctico:
Un sensor detecta un aumento de la vibración en un motor crítico. Posteriormente, se realiza una prueba de penetración en la base de soporte, que revela una grieta superficial en forma de “U”. Esta confirmación visual permite intervenciones localizadas, reduciendo el tiempo de inactividad.
Beneficios de la integración:
- Correlación entre datos digitales y evidencia física;
- Decisiones basadas en criterios técnicos;
- Optimización de los planes de mantenimiento;
- Se evitan los reemplazos innecesarios;
- Minimizar el tiempo de inactividad;
- Aumentar la previsibilidad y reducir la incertidumbre.
La integración entre los ENDs y los sensores es un paso esencial para lograr un mantenimiento autónomo y una gestión basada en la fiabilidad . Este enfoque se ajusta perfectamente a las estrategias de digitalización de la industria y el comercio brasileños.
Soluciones Metal-Chek: Alto Rendimiento para Inspecciones Predictivas
Metal-Chek ofrece una línea completa de productos para Ensayos No Destructivos (END) , desarrollados con materias primas de alta calidad y un riguroso control de fabricación.
Los Líquidos Penetrantes , los removedores y los reveladores cumplen con los requisitos de las normas AMS 2644 y Petrobras N-2370, y también con las normas Petrobras N-1596, ASME Sección V, ASTM E1417 e ISO 3452-3.
En la línea de partículas magnéticas, SuperMagna ofrece consumibles con un tamaño de partícula equilibrado, lo que garantiza la máxima sensibilidad y precisión en la detección de discontinuidades. Las partículas se fabrican según las normas AMS 3040 a 3046 y cumplen con los requisitos de las normas Petrobras N-1598, ASTM E1444, ASME Sección V y ASTM E709.
Esta credibilidad posiciona a la marca como un socio estratégico para las empresas que adoptan el mantenimiento predictivo, centrándose en la eficiencia y la seguridad.
Estos productos están presentes en sectores como el petróleo y el gas, la industria aeroespacial, el ferrocarril, la minería, la generación de energía y la fabricación industrial, consolidando la aplicación de los ensayos no destructivos como parte integral de la estrategia predictiva.
Soluciones destacadas:
líquido penetrante
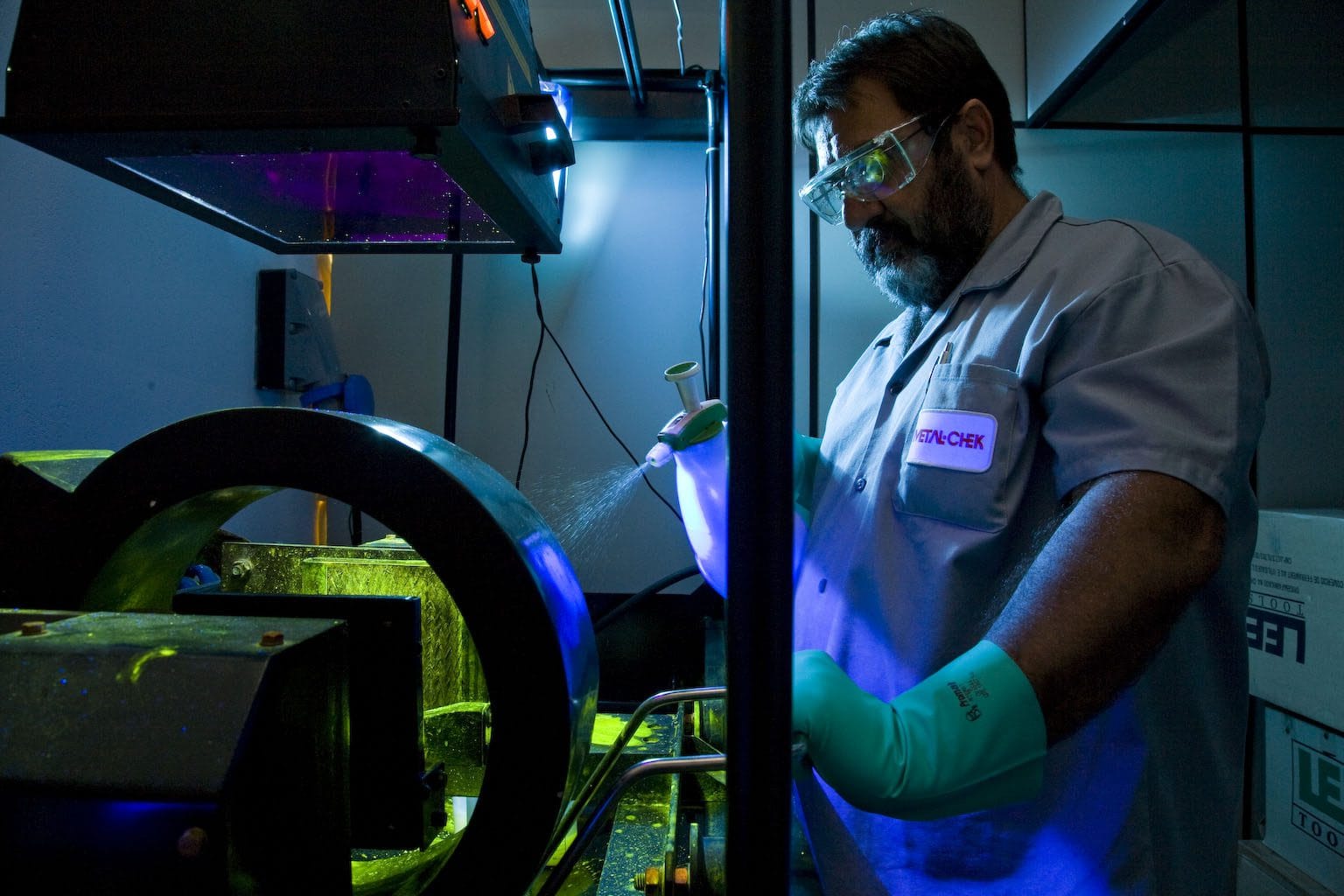
El líquido penetrante de Metal-Chek es ideal para detectar discontinuidades superficiales en materiales metálicos y no metálicos (como aluminio, acero inoxidable, aleaciones de níquel, cerámica y plásticos técnicos). La gama de productos abarca desde productos visibles hasta fluorescentes, ofreciendo una alta penetración y un gran contraste.
Pasos del proceso:
- Limpieza de superficies;
- Aplicación del penetrante (visible o fluorescente);
- Tiempo de penetración controlado;
- Eliminación excesiva;
- Aplicando el desarrollador;
- Evaluación realizada por un inspector cualificado.
Aspectos destacados de la línea Metal-Chek:
- VP 30: Visible, lavable con agua: ideal para superficies rugosas.
- VP 31: visible y removible con disolventes; adecuado para inspecciones críticas de metales sujetos a oxidación.
- FP 91: Fluorescente lavable con agua – uso general con sensibilidad media.
- VP 302 para altas temperaturas: inspecciones de piezas que funcionan entre 52 °C y 120 °C.
Partículas magnéticas
Método eficaz para detectar grietas y discontinuidades superficiales y subsuperficiales en materiales ferromagnéticos. La línea SuperMagna ofrece una precisión y sensibilidad extremas. Disponible en versiones para uso en seco y en húmedo, fluorescentes o visibles.
Solicitud:
- Piezas fundidas, laminadas, mecanizadas o soldadas ;
- Inspecciones durante o después de la fabricación;
- Superficies expuestas a altas temperaturas (hasta 300 °C en algunos productos).
Cómo funciona:
- Magnetizar la pieza de trabajo con un yugo o equipo fijo;
- Aplicación de partículas (métodos secos o húmedos);
- Identificación visual del defecto mediante la aglomeración de partículas en el campo de fuga magnética.
Aspectos destacados de la línea SuperMagna:
- SuperMagna LY 3000: última generación, fluorescente húmeda, de altísima sensibilidad.
- SuperMagna WD 55 / YD 404: proceso en seco, para piezas calientes (hasta 300 °C).
- SuperMagna LY 2000: la impresora fluorescente húmeda más conocida del mercado nacional.
- SuperMagna CRL 265: doble partícula, ideal para entornos con inspección alternada visible y UV-A.
Equipo:
YOKE HMM6: equipo portátil de alto rendimiento, robusto y certificado para su uso en entornos industriales exigentes.
Estos productos están presentes en sectores como el petróleo y el gas, la industria aeroespacial, el ferrocarril, la minería, la generación de energía y la fabricación industrial, consolidando la aplicación de los ensayos no destructivos como parte integral de la estrategia predictiva.
Aplicaciones Prácticas del Mantenimiento Predictivo con END
1. Industria aeronáutica
- Un alto riesgo operativo requiere un control estricto.
- Las piezas de aleaciones ligeras, como el titanio y el aluminio, se inspeccionan de forma rutinaria con un líquido penetrante fluorescente .
- El historial de la pieza se registra digitalmente para garantizar una trazabilidad completa.
2. Industria siderúrgica y metalurgia
- Las altas temperaturas y el estrés mecánico aceleran la degradación.
- La inspección mediante partículas magnéticas revela grietas en cilindros, rodillos y ejes mientras aún se encuentran en la línea de producción.
- El mantenimiento puede planificarse sin interrumpir el proceso de producción.
3. Generación de energía (centrales hidroeléctricas, térmicas y eólicas)
- Las turbinas, los conductos y las palas requieren inspección periódica.
- Los sensores detectan vibraciones o ruidos anormales.
- Los sistemas END confirman el fallo antes de que exista riesgo de colapso.
4. Ferrocarriles
- Los rieles y los ejes están sometidos a esfuerzos cíclicos.
- El mantenimiento predictivo permite programar las sustituciones antes de que se produzcan averías.
- Metal-Chek proporciona kits portátiles para inspecciones de campo rápidas y eficaces.
5. Construcción naval e industria offshore
- Entornos hostiles con variaciones de salinidad, humedad y temperatura.
- Los ensayos no destructivos (END) se aplican a soldaduras estructurales, válvulas, cascos y conductos de cables.
- El uso de partículas y líquidos diseñados específicamente para entornos marinos garantiza la precisión incluso en condiciones adversas.
La Importancia Estratégica de los Ensayos No Destructivos en la Industria y el Comercio
Las empresas de los sectores industrial y comercial que integran los ensayos no destructivos (END) en su proceso de mantenimiento predictivo obtienen resultados significativos: menor tiempo de inactividad, mayor control de calidad, seguridad jurídica y competitividad en el mercado.
Además de los beneficios técnicos, los ensayos no destructivos contribuyen a:
- Cumplir con los requisitos reglamentarios (INMETRO, ANP, ANAC, entre otros);
- En consonancia con los estándares ESG y de sostenibilidad;
- Evite multas y pérdidas debidas a errores no detectados;
- Reforzar la imagen de la marca como sinónimo de calidad e innovación.
Metal-Chek, con más de 40 años en el mercado, participa directamente en esta evolución, ofreciendo asistencia técnica, formación y soluciones completas adaptadas a cada segmento industrial.
La integración del mantenimiento predictivo y los ensayos no destructivos es una tendencia irreversible. En la era de la Industria 4.0, la capacidad de predecir, detectar y corregir fallos antes de que causen daños es el factor diferenciador que distingue a las empresas eficientes de las vulnerables.
Métodos como las pruebas de líquidos penetrantes y las pruebas de partículas magnéticas son herramientas indispensables en la inspección técnica, ya que permiten una producción segura, económica y sostenible. Con los productos Metal-Chek, este proceso se vuelve aún más fiable y eficaz.
Independientemente de su sector (energía, transporte, metalurgia o aeroespacial), invertir en ensayos no destructivos es invertir en la excelencia.
La integración del mantenimiento predictivo y las pruebas no destructivas representa la vía más eficaz para alcanzar la excelencia operativa en la era de la Industria 4.0. La capacidad de anticipar con precisión las fallas, tomar decisiones basadas en datos y garantizar la seguridad estructural de los activos es el nuevo factor diferenciador competitivo.
Metal-Chek contribuye directamente a esta evolución al proporcionar productos fiables y estandarizados, adaptados a las realidades del sector industrial. Ya sea en soldadura, inspección de piezas críticas o monitorización continua de estructuras, la presencia de END (Ensayos No Destructivos) optimiza la inteligencia del mantenimiento predictivo.
Invierta en tecnología, invierta en seguridad, invierta en previsibilidad. Cuente con Metal-Chek.
¿Te gustó el contenido?
Obtén más información en: www.metalchek.com.br/
Si aún tiene alguna pregunta, póngase en contacto con nuestro equipo técnico. ¡Estaremos encantados de ayudarle!
Síguenos en Instagram: @metalchek
Contáctenos al: (11) 3515-5287