Difference between Visible and Fluorescent Penetrant Testing
In Liquid Penetrant (LP) testing, the choice between visible penetrants (Type II) and fluorescent penetrants (Type I) is a technical decision that directly impacts the sensitivity of the inspection, the way indications are evaluated, and the reliability of the final result.
Although both types of penetrant are based on the same physical principle, their operational characteristics, inspection conditions, and sensitivity levels differ. This article presents an educational and technical approach, clarifying the main differences between visible and fluorescent liquid penetrants, their applications and limitations, always conditioned by the approved technical procedure.
What is liquid penetrant testing?
Liquid penetrant testing is a non-destructive testing method used to detect surface discontinuities open to the surface in metallic and non-metallic materials, provided the material is not porous.
The method is widely used in industrial inspection due to its versatility and ability to reveal fine discontinuities, provided it is performed in accordance with a specific technical procedure.
Common principle for visible and fluorescent penetrants
Both visible and fluorescent penetrants are based on the physical principle of capillarity, which allows the liquid to penetrate discontinuities open to the surface, even when these discontinuities are extremely small.
After the penetrant is applied and the excess surface product is removed, the product retained in the discontinuities is brought back to the surface by means of the developer, forming indications that will be evaluated during visual inspection.
The difference between the two types of penetrant testing lies not in the operating principle, but in how the indications are visualized during inspection.
Visible Penetrant Testing (Type II): general characteristics
Visible penetrant liquids utilize color contrast, typically red on a white background, to allow for visualization of the indications under adequate white illumination.
General characteristics:
- Inspection performed under visible light;
- indications observed with the naked eye;
- applicable in different industrial environments;
- Widely used in manufacturing inspections.
The reliability of the test depends directly on the intensity of the white light, the uniformity of the developer layer, and the correct execution of the test, respecting the procedure.
Fluorescent Penetrant Testing (Type I): general characteristics
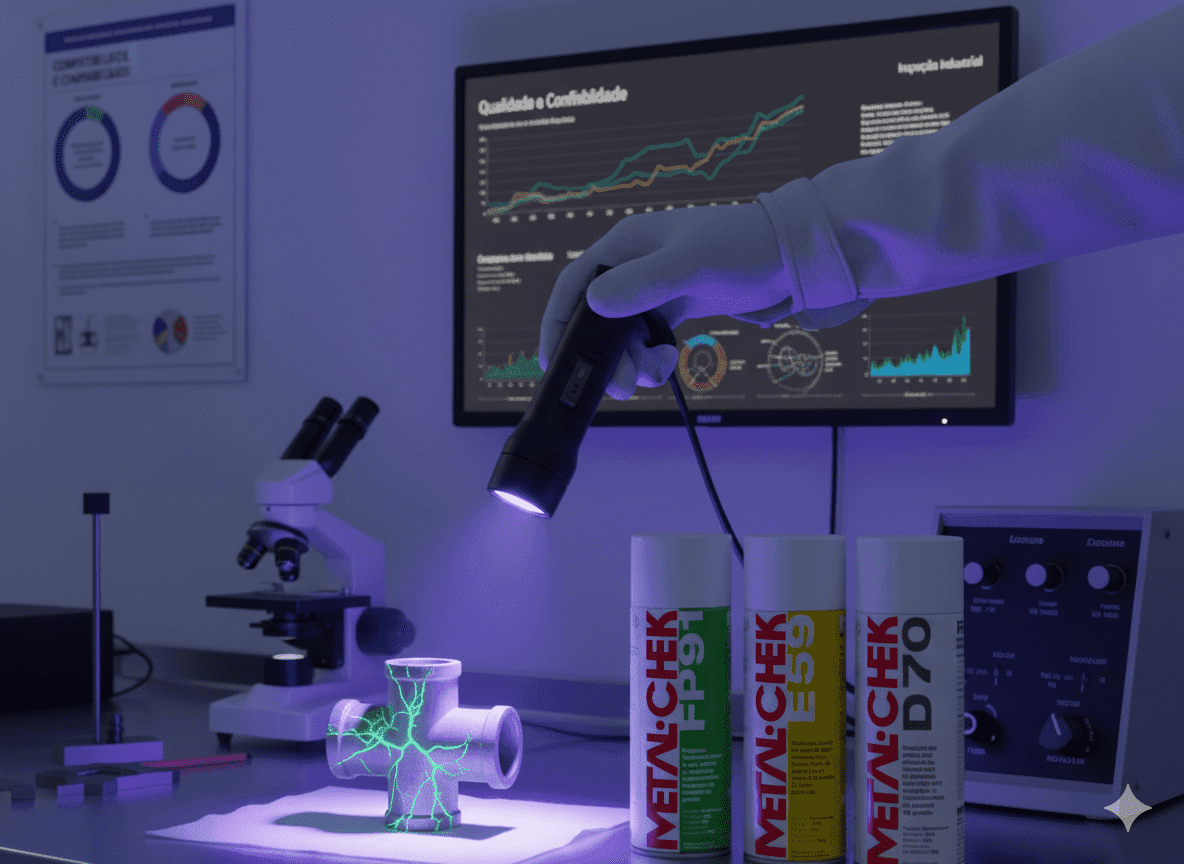
Fluorescent penetrating liquids contain pigments that emit visible light when excited by ultraviolet (UV-A) radiation, allowing indications to be visualized in environments with controlled lighting.
General characteristics:
- Inspection performed under ultraviolet light;
- Indications observed by fluorescence;
- greater visual perception capacity in certain applications;
- Widely used in inspections that require a higher level of sensitivity and reliability.
In this method, the quality of the inspection is directly related to the UV-A lighting conditions, environmental control, and the correct visual adaptation of the inspector and the correct execution of the test, respecting the procedure.
Sensitivity and detection capability
Fluorescent penetrant testing (Type I) is more sensitive than visible penetrant testing (Type II). However, the most sensitive method is not always the most suitable for all applications.
The choice of penetrant type should consider factors such as the type of discontinuity to be detected, the manufacturing process, the surface condition, the industrial segment, the inspection environment, and the requirements established in the approved technical procedure.
Advantages of the Penetrant Testing Method
In general, the Liquid Penetrant test, in both the visible and fluorescent methods, offers the following advantages:
- a simple and widely used inspection method;
- relatively low operational cost when compared to other END methods;
- Ease of application, provided it is performed according to technical procedure;
- Direct visual interpretation of the instructions;
- good sensitivity for detecting surface discontinuities open to the surface , including fine and small-aperture discontinuities;
- Applicable to parts of different sizes and geometries, provided there is access to the surface to be inspected.
Limitations of the Penetrant Testing Method
Despite its advantages, the Liquid Penetrant test has technical limitations that must be considered:
- It detects exclusively open surface discontinuities and is not applicable to the detection of internal or subsurface faults;
- It is not recommended for porous materials ;
- It requires control of environmental conditions during the execution of the test, including temperature , which must be within the range specified in the technical procedure and applicable standards;
- Inadequate surface or environmental conditions can compromise the reliability of the indications.
Final considerations
The difference between visible and fluorescent penetrants goes beyond the appearance of the indication. It is a technical decision that involves physical principles, required sensitivity, inspection conditions, environment, type of discontinuity, and compliance with the approved technical procedure.
When correctly specified and applied, both methods offer reliable results and contribute to the integrity and safety of the inspected components.
Excellence in products for those seeking reliable results.
Metal-Chek provides complete solutions for Non-Destructive Testing: visible and fluorescent penetrant liquids, developers, removers, and accessories, developed according to the main ASTM, ISO, ASME, NM, and PETROBRAS standards, guaranteeing quality, safety, and technical compliance in every inspection.
Speak with the Metal-Chek team and learn about our solutions for non-destructive testing.
Access other technical articles.
– Follow Metal-Chek on Instagram: @metalchek