Care and Storage and Expiration Dates of END Consumables
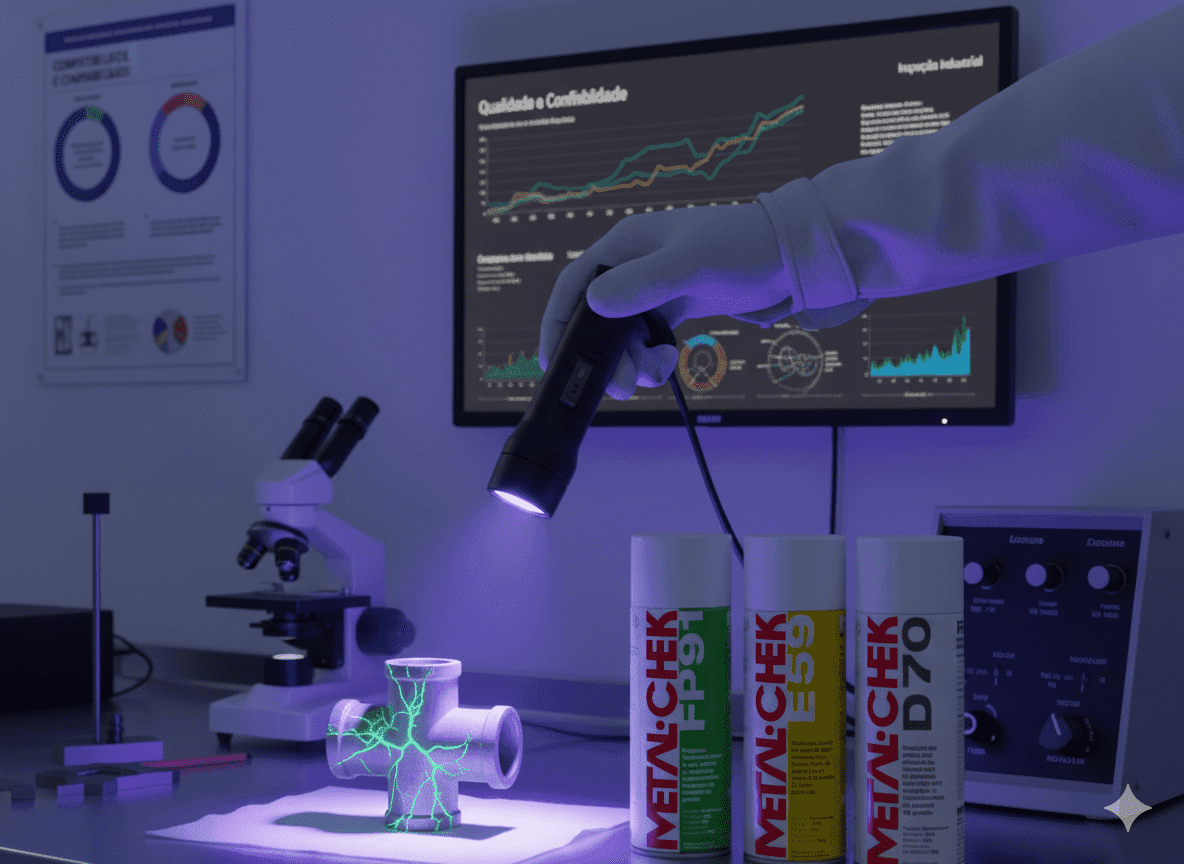
In industrial settings, consumables for Non-Destructive Testing (END) are true allies of reliability. Penetrant liquids, magnetic particles, and developers are formulated to deliver sensitivity , contrast, and stability —three pillars that support the precision of inspections.
One critical point that cannot be overlooked: storage. When done improperly, it accelerates product degradation and directly compromises the test results.
And in industrial inspection, a mistake never comes alone — it translates into rework, costs, and risks.
Therefore, taking care of expiration dates and storage conditions is not just a good practice: it is fundamental to maintaining the performance and technical compliance required in industrial inspections.
Why proper storage is essential
END consumables undergo rigorous formulations, developed to maintain their properties throughout use. However, factors such as humidity, temperature, and expiration date can compromise them.
- sensitivity in detecting discontinuities,
- contrast of the indications,
- chemical stability
- Repeatability of results .
When exposed to unsuitable conditions, they may:
- to crowd together,
- evaporate,
- change color, odor or viscosity,
- lose sensitivity,
- to generate false indications or mask real flaws.
A degraded product can alter the test results.
Effects of moisture on END consumables
Moisture is one of the main factors that affect the quality of consumables.
When present in excess, it can cause clumping of powdered consumables, changes in product characteristics, affecting performance and sensitivity.
To avoid these effects, it is important to store the products in dry, well-ventilated places, protected from condensation and sudden temperature changes. In addition, it is recommended to keep the packaging tightly closed, especially in environments with high relative humidity.
Temperature and chemical stability
Temperature has a direct impact on the chemical stability of END consumables. Excessive heat
can alter pigments, cause the evaporation of volatile components, and compromise the performance of penetrants, developers, and magnetic suspensions.
Extreme cold, on the other hand, can cause the crystallization of components , rendering the product unusable.
To ensure optimal stability and sensitivity, it is recommended to store consumables as follows:
- In cool environments , with controlled temperatures between 5°C and 40°C;
- Keep away from heat sources, direct sunlight, and open flames;
- Avoid prolonged exposure to temperature variations.
Validity and usage control
Each consumable has an expiration date defined by the manufacturer, which must be strictly respected.
After this period, there is no guarantee of stability or performance — the product may show changes in color, odor, viscosity, or the formation of residues, indicating degradation of the active components.
In addition to the expiration date, it’s important to check:
- Storage conditions ;
- Label integrity and batch identification .
Good practice includes using the FIFO (first in, first out) principle, ensuring that older products are consumed before new ones.
Good storage practices
- Store upright to prevent leaks or deformation of the packaging.
- Avoid stacking cans or aerosols to prevent pressure damage.
- Keep the products sealed until the moment of use.
- Do not mix products from different manufacturers — chemical compatibility is not guaranteed.
- Visually inspect the product before use: changes in appearance indicate loss of stability.
- Use appropriate storage methods , keeping them away from electrical sources and intense heat.
These measures help preserve the original characteristics of END consumables and ensure testing with maximum repeatability and reliability.
Why follow these guidelines?
Following good storage and expiration date control practices reduces costs, avoids rework, and ensures the integrity of inspection results .
Proper preservation of END consumables is an essential part of quality management in industrial inspections , ensuring that each application maintains the expected performance standard from the first to the last use.
Properly storing and controlling END consumables is an investment in reliability, safety, and durability .
By maintaining ideal temperature, humidity, and shelf-life conditions, inspection ensures consistent results that comply with industry technical requirements.
The inspection begins long before the test is performed — it begins in the warehouse.
Metal-Chek provides complete solutions for Non-Destructive Testing: penetrant liquids, magnetic particles, developers and accessories, developed with cutting-edge technology to offer safety, precision and reliable results in every inspection.
○ Need technical support? Our Metal-Chek consultants are ready to help.
○ Keep learning: explore more technical articles about END on our blog .
○ Join the community of END inspectors and professionals — follow @metalchek .