Compatibilidade Química em Ensaios Não Destrutivos (END)
A confiabilidade dos resultados em Ensaios Não Destrutivos (END) depende diretamente da compatibilidade química entre os produtos utilizados. Misturar líquidos penetrantes, removedores e reveladores de diferentes fabricantes pode comprometer a sensibilidade, gerar falhas de leitura e até invalidar o ensaio.
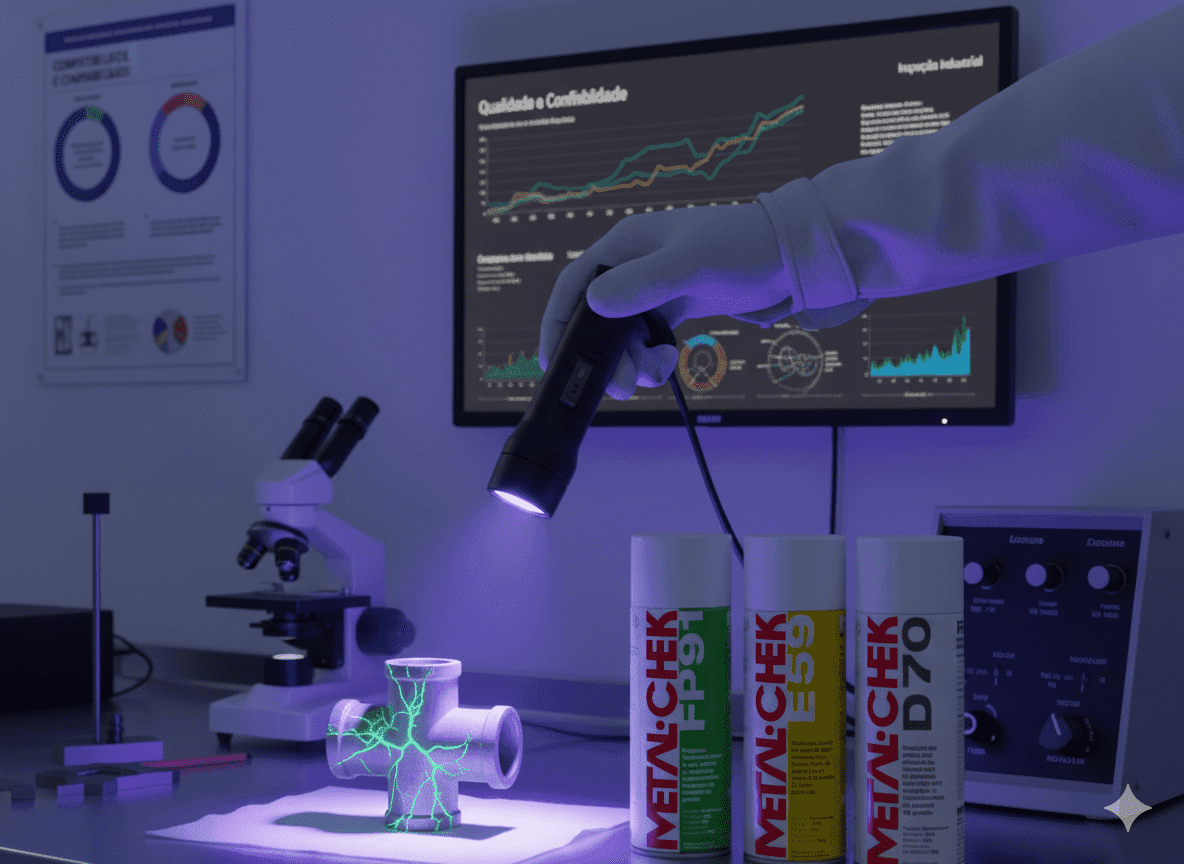
Para garantir desempenho consistente, rastreabilidade e estabilidade química em todas as etapas, é indispensável utilizar sistemas completos de um mesmo fabricante — como a linha Metal-Chek — sempre seguindo rigorosamente as orientações técnicas do fabricante e do procedimento aplicável.
A Importância da Compatibilidade Química em Ensaios Não Destrutivos
Nos Ensaios Não Destrutivos (END), a compatibilidade entre os produtos é um dos fatores mais críticos para garantir resultados precisos.
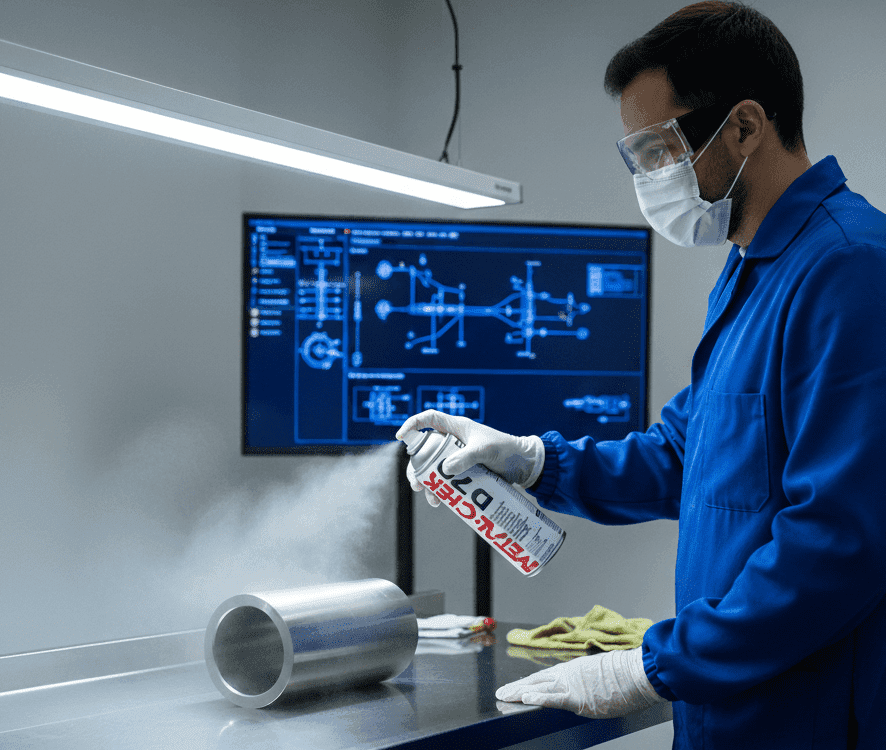
Em métodos como o Ensaio por Líquido Penetrante (LP), cada etapa — limpeza prévia, penetração, remoção e revelação — depende de uma formulação química específica e controlada.
Misturar produtos de diferentes fabricantes, ainda que da mesma categoria, pode impactar diretamente a sensibilidade do ensaio.
Todos os materiais empregados em um ensaio devem ser quimicamente compatíveis e, preferencialmente, provenientes de um mesmo fabricante.
Essa padronização assegura a rastreabilidade, a repetibilidade e a confiabilidade dos resultados, além de garantir que o conjunto foi desenvolvido e testado para atuar em equilíbrio químico sob condições controladas.
Riscos da Mistura de Produtos Diferentes em Ensaios Não Destrutivos
O uso de líquidos penetrantes, removedores e reveladores de diferentes marcas ou composições químicas compromete a integridade do processo.
Entre os principais riscos estão:
- Perda de contraste entre o fundo e as indicações;
- Remoção indevida do penetrante durante a limpeza;
- Reações químicas inesperadas entre solventes, pigmentos e aditivos;
- Formação de falsas indicações na leitura;
Esses fatores podem gerar falsos resultados, retrabalhos e atrasos, além de colocar em risco a confiabilidade da inspeção e a segurança operacional
Linha Metal-Chek para Ensaios por Líquido Penetrante (LP)
A linha Metal-Chek foi desenvolvida para garantir compatibilidade química completa entre todas as etapas do ensaio — limpeza prévia, penetração, remoção e revelação — assegurando desempenho estável, sensibilidade adequada e resultados reprodutíveis em qualquer aplicação industrial.
Conformidade Técnica
Os produtos da linha Metal-Chek são desenvolvidos conforme os requisitos aplicáveis das normas nacionais e internacionais e devem ser utilizados em sistema compatível e por pessoal devidamente treinado e qualificado.
A utilização conjunta dos produtos Metal-Chek assegura uniformidade de desempenho, rastreabilidade e conformidade técnica, eliminando riscos de incompatibilidade entre etapas e garantindo resultados precisos e seguros.
A compatibilidade química é o fator-chave para garantir a confiabilidade dos ensaios por líquido penetrante.
Misturar produtos de diferentes fabricantes compromete o equilíbrio químico do processo e pode gerar resultados incorretos, retrabalho e até falhas de inspeção.
Para assegurar a sensibilidade, a rastreabilidade e o desempenho conforme as normas internacionais, é indispensável utilizar todos os produtos do mesmo sistema e fabricante, seguindo rigorosamente as orientações do fabricante e do procedimento aplicável.
Compatibilidade é confiabilidade — use o sistema Metal-Chek completo e garanta resultados precisos.
Continue Aprendendo com a Metal-Chek
Explore outros artigos técnicos em nosso blog.
Conheça nossa linha completa de produtos LP e PM, desenvolvidos conforme ASTM, ISO, ASME, NM e PETROBRAS.
Fale com nossos consultores técnicos e encontre a solução ideal para o seu processo de inspeção.
Siga nossa página no Instagram: @metalchek