La seguridad aérea depende de los ensayos no destructivos.
La aviación es uno de los sectores industriales más exigentes en lo que respecta a la seguridad operativa. Las aeronaves están diseñadas para operar bajo condiciones extremas de carga, vibración, variaciones de presión y ciclos continuos de fatiga estructural durante miles de horas de vuelo.
Para garantizar que todos los componentes mantengan su integridad estructural a lo largo del tiempo, la industria aeronáutica depende en gran medida de Los Ensayos no Destructivos (END) .
Más que un simple paso de verificación, las END (Ensayos No Destructivos) forman parte de la cultura de seguridad aeronáutica. Desde la fabricación de estructuras y componentes hasta los programas de mantenimiento a lo largo de la vida útil de la aeronave, se realizan miles de inspecciones para identificar posibles discontinuidades antes de que se conviertan en fallas críticas.
Todo vuelo seguro depende de una serie de inspecciones técnicas que garantizan la fiabilidad estructural de la aeronave.
Ensayos no destructivos en la industria aeronáutica
Los métodos de ensayo no destructivos se utilizan para evaluar la integridad de los materiales y componentes sin comprometer su uso futuro.
En la industria aeronáutica, se aplican diferentes métodos según lo requiera el manual del fabricante de la aeronave. Entre los métodos utilizados se encuentran:
ultrasonido
, radiografía
, corrientes de Foucault
, ensayo de líquidos penetrantes
y partículas magnéticas.
Cada método tiene una función específica dentro de los programas de inspección aplicados en la fabricación y el mantenimiento de aeronaves.
Entre estos métodos, las pruebas de penetración con líquidos fluorescentes y las pruebas de partículas magnéticas fluorescentes se utilizan ampliamente para la detección de discontinuidades.
Rigor técnico y control de materiales en la aviación.
El sector aeronáutico adopta criterios extremadamente rigurosos para los productos utilizados en los procesos de inspección.
Por ejemplo, los materiales penetrantes utilizados en estos procesos deben estar calificados en la QPL (Lista de Productos Calificados).
En determinados procesos de inspección de aeronaves, solo se podrán utilizar los materiales incluidos en la lista, lo que garantiza la estandarización, la trazabilidad y la fiabilidad de los resultados obtenidos.
Líquido penetrante fluorescente en la inspección de aeronaves
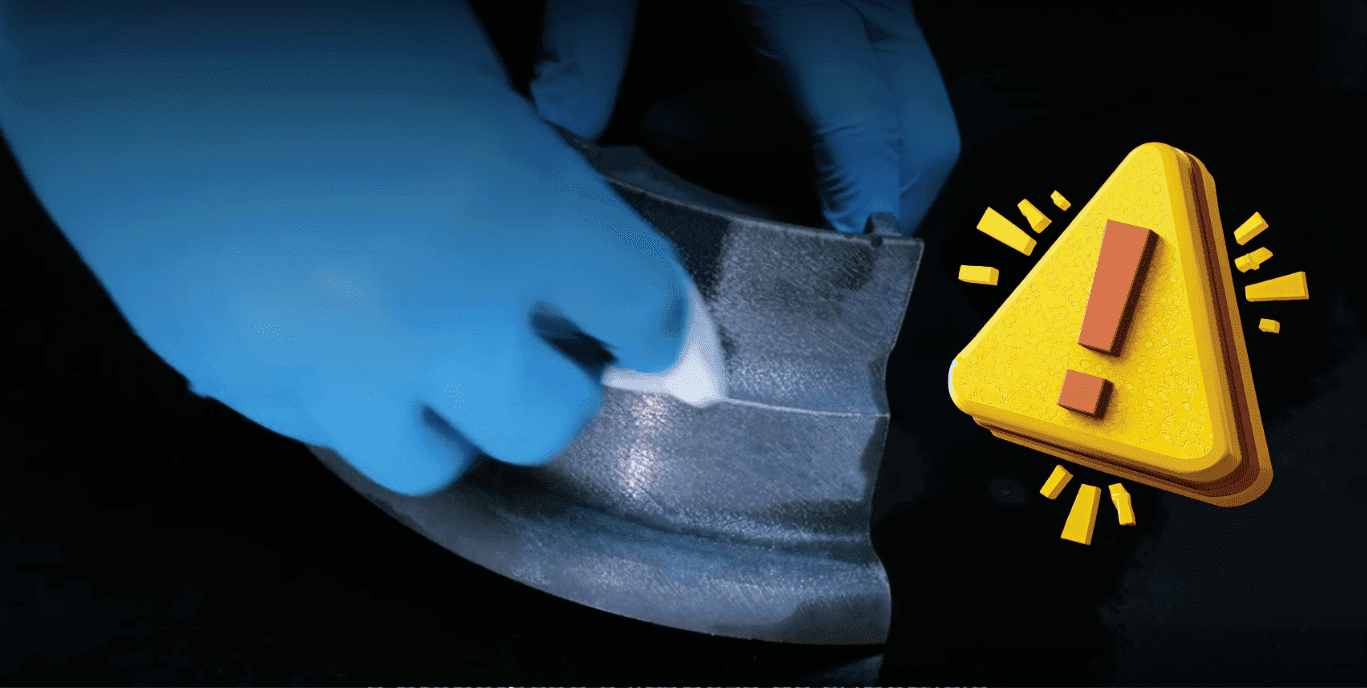
Las pruebas con líquidos penetrantes fluorescentes se utilizan ampliamente en la industria aeronáutica para identificar discontinuidades superficiales extremadamente finas.
El método se basa en el fenómeno de la capilaridad, que permite que el penetrante penetre en grietas o discontinuidades abiertas a la superficie. Tras eliminar el exceso y aplicar el revelador, el penetrante retenido regresa a la superficie, formando indicaciones que se observan bajo luz ultravioleta.
Para aplicaciones aeronáuticas, los penetrantes, removedores, emulsionantes y reveladores utilizados deben estar debidamente calificados de acuerdo con la lista QPL aplicable.
Metal-Chek ofrece en Brasil la línea Sherwin Dubl-Chek , que consta de sistemas de ensayo por líquidos penetrantes desarrollados para satisfacer las exigencias técnicas del sector aeronáutico.
Partículas magnéticas fluorescentes en componentes ferromagnéticos
Las pruebas con Partículas Magnéticas se utilizan para inspeccionar componentes fabricados con materiales ferromagnéticos.
El método consiste en magnetizar el componente. Cuando existe una discontinuidad en la superficie o cerca de ella, se produce una distorsión en el campo magnético, formando un campo de fuga que atrae las partículas magnéticas aplicadas a la pieza.
En la industria aeronáutica, la prueba se realiza normalmente utilizando partículas magnéticas fluorescentes en una suspensión líquida a base de aceite, lo que proporciona una mayor sensibilidad en la formación de indicaciones.
En el contexto de la línea Metal-Chek, las partículas magnéticas fluorescentes pueden utilizarse en el sector aeronáutico cuando se aplican en una suspensión a base de aceite , utilizando el vehículo Supermagna OMC 10 MMS .
Esta combinación permite la correcta formación de la suspensión para la aplicación del método, de acuerdo con los requisitos técnicos adoptados en las inspecciones aeronáuticas.
Inspecciones a lo largo de toda la vida útil de la aeronave.
Las inspecciones mediante ensayos no destructivos no se limitan a la fabricación de aeronaves.
Estos métodos forman parte de los programas de mantenimiento y monitorización estructural en curso. A lo largo de la vida útil de la aeronave, los componentes se inspeccionan periódicamente para identificar posibles discontinuidades causadas por:
• fatiga estructural
• ciclos de carga repetitivos
• vibraciones
• variaciones térmicas
• condiciones de funcionamiento severas
Esta monitorización continua permite identificar situaciones potencialmente críticas antes de que se conviertan en fallos estructurales.
La seguridad del aire está integrada en cada inspección.
La seguridad aérea moderna es el resultado de una combinación de ingeniería avanzada, procedimientos rigurosos e inspecciones fiables.
Los ensayos no destructivos son una parte esencial de este sistema, ya que permiten evaluar la integridad estructural de los componentes sin comprometer su uso.
Cada inspección realizada representa un nivel adicional de garantía en la integridad de la aeronave, lo que contribuye directamente a la seguridad de los pasajeros, las tripulaciones y las operaciones aéreas en todo el mundo.
Productos de excelencia para quienes buscan resultados fiables.
Metal-Chek ofrece soluciones completas para ensayos no destructivos, con productos desarrollados de acuerdo con las principales normas ASTM, ISO, ASME, NM y PETROBRAS.
Entre sus soluciones se incluyen sistemas para ensayos con líquidos penetrantes, partículas magnéticas y diversos consumibles utilizados en inspecciones industriales, lo que contribuye a obtener resultados consistentes, garantizar la seguridad operativa y asegurar la fiabilidad técnica.
Contacte con nuestros asesores técnicos y encuentre la solución ideal para su proceso.
Visite nuestro blog y consulte otros contenidos técnicos.
Descubra nuestra gama completa de productos..


 Visita nuestro
Visita nuestro