Inspección por Partículas Nagnéticas: Cómo la Combinación Supermagna Yoke HMM6 + SBW 333/O + Contrast 104 Garantiza Precisión y Fiabilidad
Descubra cómo la combinación de Metal-Chek Supermagna Yoke HMM6, SBW 333/O y 104 Contrast garantiza inspecciones por partículas magnéticas más rápidas, precisas y seguras, en cumplimiento con las normas técnicas.
Por qué una inspección fiable es vital en la industria
En la industria, la fiabilidad se traduce en economía y seguridad . Al fin y al cabo, una discontinuidad superficial no detectada puede comprometer el funcionamiento de equipos críticos, generar retrabajos, paradas no programadas e incluso accidentes.
Por lo tanto , la aplicación de técnicas de ensayos no destructivos (END) es indispensable. Entre los métodos disponibles , la inspección por partículas magnéticas (PM) destaca por su alta sensibilidad a los materiales ferromagnéticos.
Sin embargo , no basta con tener un buen equipo: también es fundamental contar con las partículas magnéticas adecuadas y un agente de contraste eficaz para garantizar resultados consistentes.
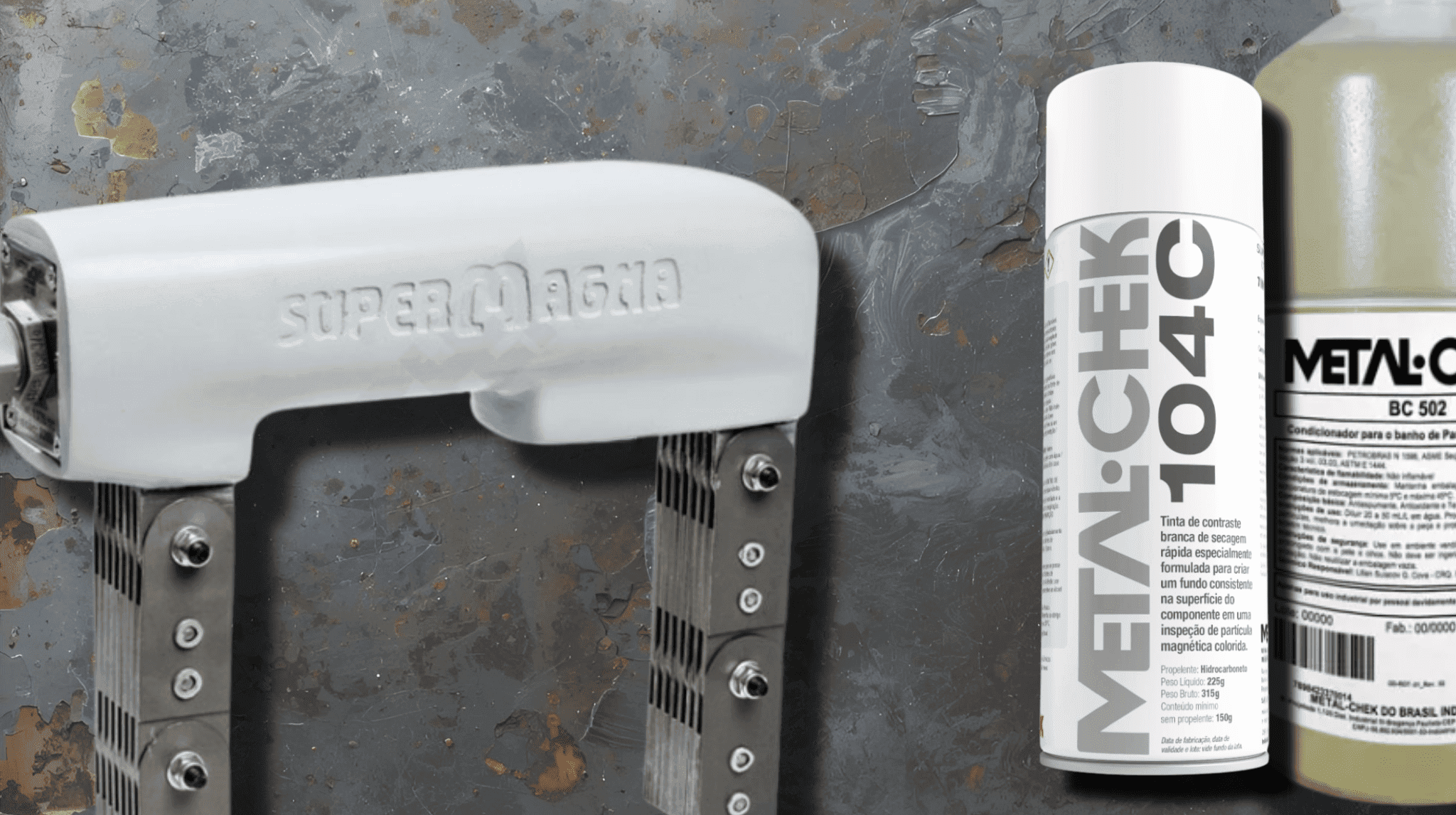
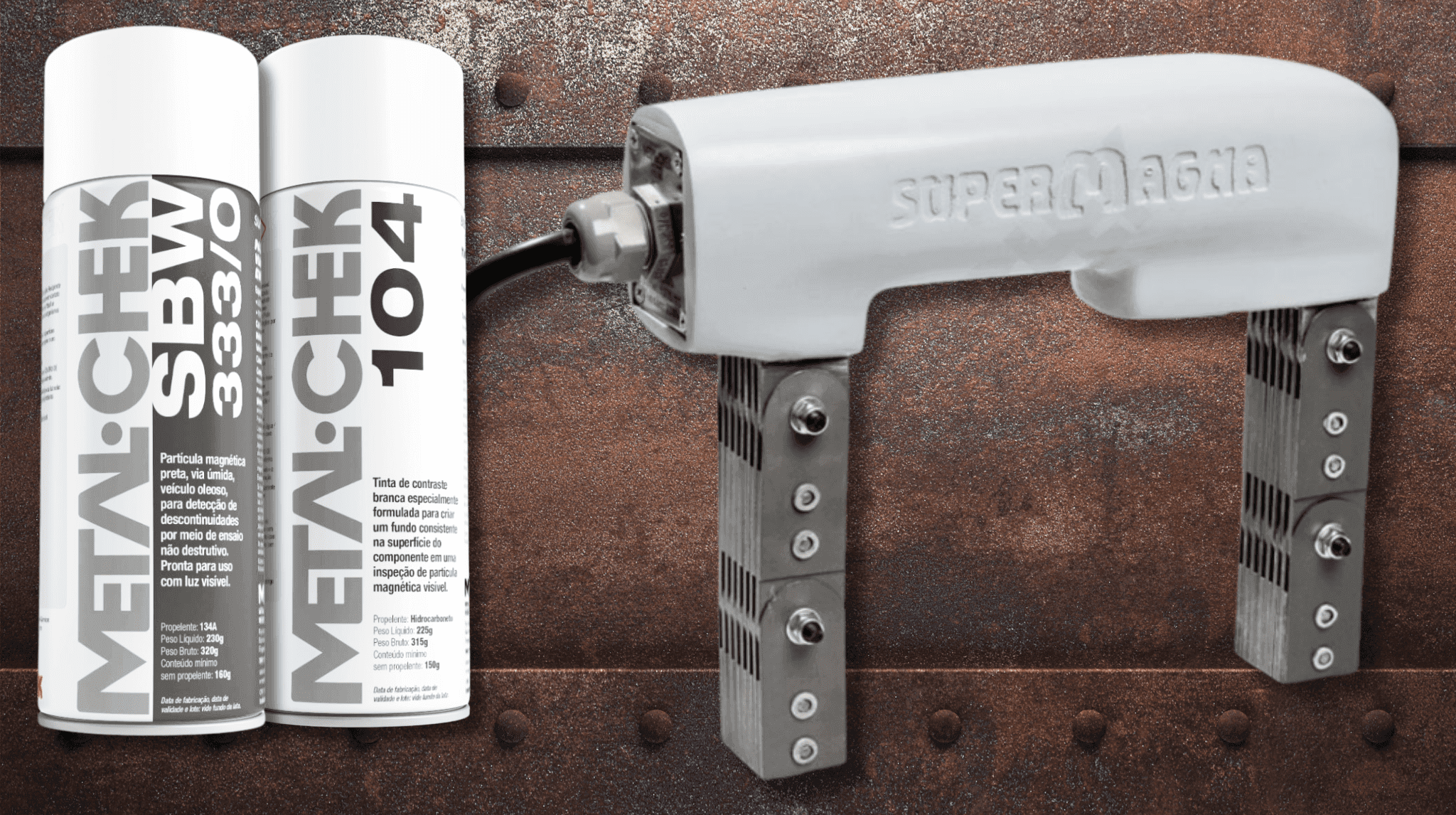
Aquí es precisamente donde entra en juego la propuesta de Metal-Chek: la combinación del Supermagna Yoke HMM6 , el SBW 333/O y el agente de contraste 104. Juntos , estos productos conforman un sistema completo que garantiza inspecciones rápidas, precisas y seguras.
Supermagna Yoke HMM6: Potencia y robustez en el campo.
El Supermagna Yoke HMM6 es un dispositivo electromagnético portátil diseñado para generar el campo magnético (CA – Corriente Alterna) necesario para la inspección por partículas magnéticas mediante la técnica del yugo.
Además, su robusta construcción lo hace ideal tanto para uso en campo como en fábrica.
Características principales:
- Portátil y robusto : ideal para inspecciones en campo y en fábrica.
- Al no haber conducción de corriente a través de la pieza, la magnetización se logra mediante un campo magnético, lo que garantiza una mayor seguridad.
- Aplicaciones: soldadura, estructuras metálicas, fundición y forja.
- Normativa: cumple con las principales normas nacionales e internacionales.
SBW 333/O: Partículas magnéticas visibles en suspensión oleosa
Las partículas magnéticas son las responsables de hacer visibles las discontinuidades presentes en la parte magnetizada.
SBW 333/O es una suspensión a base de aceite para colectores húmedos visibles, formulada para ofrecer alta sensibilidad y estabilidad.
Esto garantiza indicaciones claras y coherentes durante el proceso de inspección.
Reflejos:
- Preparado para usar.
- Excelente visualización de las discontinuidades en los productos terminados.
- Alta definición de las indicaciones bajo luz visible, con excelente sensibilidad.
Contraste 104: Visibilidad mejorada
El contraste 104 crea un fondo blanco que realza las indicaciones de partículas magnéticas visibles, garantizando la máxima definición y fiabilidad en la inspección.
En otras palabras, mejora la legibilidad de la información y contribuye a una interpretación más precisa.
Funciones principales:
- Aumenta el contraste entre las partículas y la superficie.
- Mayor sensibilidad del ensayo.
- Cumplimiento de las normas técnicas.
Cómo funciona la combinación Supermagna Yoke HMM6 + SBW 333/O + Contrast 104
El proceso se desarrolla de forma sencilla y eficiente en cuatro etapas:
- Aplicación del contraste 104 : fondo blanco uniforme en la zona a inspeccionar.
- Magnetización con el Supermagna Yoke HMM6 : generación de un campo magnético en la pieza de trabajo.
- Aplicación de SBW 333/O : se observa una suspensión oleosa depositada sobre la superficie magnetizada.
- Interpretación de los resultados : las partículas se acumulan en las regiones de escape del campo, revelando inmediatamente las discontinuidades de la superficie.
Ventajas de la combinación Metal-Chek
- Alta sensibilidad : mayor precisión en la detección de discontinuidades superficiales.
- Velocidad operativa : indicadores visibles en el momento de la inspección.
- Aplicación versátil en sectores como el petróleo y el gas, la energía, la metalurgia, la automoción, la industria naval y la nuclear.
Además, esta combinación reduce la necesidad de rehacer el trabajo y aumenta la eficiencia de los equipos de inspección.
Normas de referencia técnica
La combinación de Supermagna Yoke HMM6 + SBW 333/O + Contrast 104 cumple con los requisitos de las normas internacionales y nacionales, tales como:
- ASTM E709
- ASTM E3024
- ISO 9934 (1 y 2)
- NM 342
- ASME BPVC Sección V, Artículo 7
- PETROBRAS N-1598
¿Por qué elegir Metal-Chek?
Metal-Chek es líder nacional en soluciones de Ensayos No Destructivos, con productos desarrollados según rigurosos estándares de calidad y probados en aplicaciones industriales reales.
Por lo tanto, al adoptar la combinación Supermagna Yoke HMM6 + SBW 333/O + Contrast 104, su empresa obtiene los siguientes beneficios:
- Fiabilidad de los resultados.
- Rapidez en la ejecución e interpretación.
- Seguridad y eficiencia operativa.
La inspección por partículas magnéticas es un método consolidado dentro de los ensayos no destructivos y sigue siendo esencial para garantizar la integridad de componentes y estructuras metálicas. Sin embargo, su eficacia depende directamente de la calidad de los equipos y productos.
Con la combinación del Supermagna Yoke HMM6, el SBW 333/O y el 104 Contrast, Metal-Chek ofrece una solución completa para realizar ensayos no destructivos.
De esta forma, la inspección gana en fiabilidad, rapidez y seguridad operativa.
Esta integración garantiza:
• Fiabilidad y precisión en los resultados.
• Rapidez en la ejecución e interpretación de las indicaciones.
• Seguridad y eficiencia en las operaciones industriales.
Si el objetivo de su empresa es elevar los estándares de inspección y reforzar la fiabilidad de los procesos, cuente con Metal-Chek.
Metal-Chek: líder en soluciones para ensayos no destructivos.
Habla con nuestros expertos y obtén respuestas a tus preguntas.
Sigue nuestras novedades en: @metalchek