En las pruebas de Partículas Magnéticas (PM) , el contraste correcto entre la superficie y las partículas magnéticas es lo que garantiza la visibilidad de las indicaciones y la precisión de los resultados . Más que un simple producto, el Supermagna Contrast 104 Metal-Chekpara pruebas de partículas magnéticas representa la aplicación práctica del concepto de contraste en inspecciones visibles, cumpliendo con los requisitos de las normas ASTM E709 , NM 342 y PETROBRAS N-1598 .
Función del Supermagna Contrast 104 en las Pruebas de PartículasMagnéticas
El sistema Supermagna Contrast 104 para ensayos con partículas magnéticas crea un fondo blanco uniforme sobre la superficie de la pieza o área de inspección, sobre el cual se acumulan partículas magnéticas de color (método visible, generalmente negras o rojas), lo que hace que las discontinuidades sean más visibles bajo la luz ambiental. El fondo blanco uniforme aumenta la diferencia visual entre la pieza y las partículas acumuladas sobre posibles discontinuidades superficiales.
Sin un contraste adecuado, las indicaciones sutiles pueden pasar desapercibidas, lo que reduce la sensibilidad del ensayo y compromete la fiabilidad de los resultados.
En resumen, el Supermagna Contrast 104:
Forma un fondo blanco altamente reflectante , ideal para pruebas visibles;
Aumenta el contraste óptico entre la superficie y las partículas magnéticas;
Facilita la interpretación visual de las instrucciones por parte del inspector;
Contribuye directamente a la reproducibilidad y estandarización de las pruebas de PM.
Cuándo usar Supermagna Contrast 104
Supermagna Contrast 104 está indicado para ensayos con partículas magnéticas coloreadas (método visible) , realizados bajo iluminación visible con una intensidad mínima de 1076 lux , según lo establecido por las normas ASTM E709 , NM 342 y PETROBRAS N-1598 .
Precauciones al aplicar y retirar
Para garantizar un rendimiento óptimo y evitar interferencias con el resultado, se recomienda:
1. Preparación de la superficie
La zona a inspeccionar debe estar seca, limpia y libre de aceite, grasa, pintura o cascarilla de laminación . Se recomienda una limpieza previa con E59 Metal-Chek para asegurar una superficie perfectamente preparada para recibir Supermagna Contrast 104.
2. Aplicación uniforme
Supermagna Contrast 104 debe aplicarse en una capa fina y uniforme, evitando el exceso. Las capas muy gruesas comprometen la sensibilidad del ensayo.
3. Secado
Deje secar completamente antes de aplicar las partículas magnéticas. La superficie debe tener un aspecto uniforme, mate y no reflectante.
4. Retirada
Tras realizar las pruebas, Supermagna Contrast 104 se puede eliminar con un removedor como E59 o TMC 10 Metal-Chek , lo que garantiza una limpieza a fondo sin dañar la superficie.
¿Por qué elegir la Supermagna Contrast 104 Metal-Chek?
El Supermagna Contrast 104 Metal-Chek fue desarrollado para profesionales que buscan precisión y rendimiento en las pruebas de partículas magnéticas.
Principales beneficios:
Gran cobertura y secado rápido , optimizando el tiempo de inspección;
Una capa adherente y uniforme , que respete los límites de espesor;
Contraste óptico intenso que resalta incluso las imperfecciones más pequeñas;
Compatible con las partículas magnéticas de colores Supermagna BW 333, RW 222, SBW 333/O, SRW 222/O y YD 404.
Aviso técnico
Este contenido tiene fines exclusivamente educativos. La aplicación de los métodos y parámetros de ensayo debe seguir un procedimiento cualificado aprobado por un inspector de nivel 3.
Excelencia de Metal-Chek
El Supermagna Contrast 104 es más que un simple producto de apoyo: es un elemento técnico esencial para garantizar la calidad, la sensibilidad y la seguridad en las pruebas de partículas magnéticas visibles.
Utilizar el Supermagna Contrast 104 Metal-Chek significa invertir en estándar, precisión y fiabilidad, pilares fundamentales para quienes buscan la excelencia en los ensayos no destructivos.
“La precisión es visibilidad: garantice resultados fiables con el Supermagna Contrast 104 Metal-Chek.”
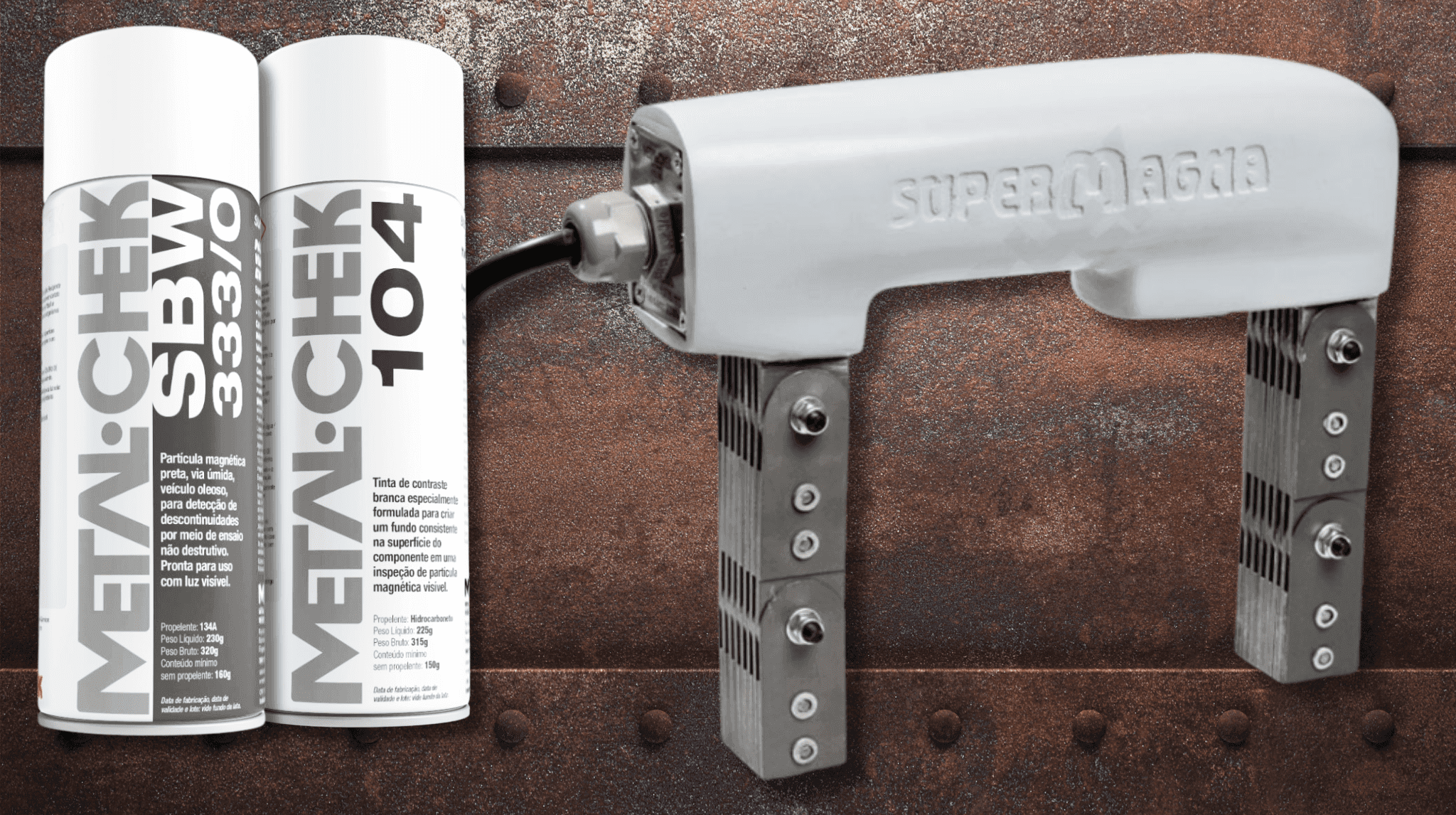
Descubra cómo la combinación de Metal-Chek Supermagna Yoke HMM6, SBW 333/O y 104 Contrast garantiza inspecciones por partículas magnéticas más rápidas, precisas y seguras, en cumplimiento con las normas técnicas.
Por qué una inspección fiable es vital en la industria
En la industria, la fiabilidad se traduce en economía y seguridad . Al fin y al cabo, una discontinuidad superficial no detectada puede comprometer el funcionamiento de equipos críticos, generar retrabajos, paradas no programadas e incluso accidentes. Por lo tanto , la aplicación de técnicas de ensayos no destructivos (END) es indispensable. Entre los métodos disponibles , la inspección por partículas magnéticas (PM) destaca por su alta sensibilidad a los materiales ferromagnéticos.
Sin embargo , no basta con tener un buen equipo: también es fundamental contar con las partículas magnéticas adecuadas y un agente de contraste eficaz para garantizar resultados consistentes. Aquí es precisamente donde entra en juego la propuesta de Metal-Chek: la combinación del Supermagna Yoke HMM6 , el SBW 333/O y el agente de contraste 104. Juntos , estos productos conforman un sistema completo que garantiza inspecciones rápidas, precisas y seguras.
Supermagna Yoke HMM6: Potencia y robustez en el campo.
El Supermagna Yoke HMM6 es un dispositivo electromagnético portátil diseñado para generar el campo magnético (CA – Corriente Alterna) necesario para la inspección por partículas magnéticas mediante la técnica del yugo. Además, su robusta construcción lo hace ideal tanto para uso en campo como en fábrica.
Características principales:
Portátil y robusto : ideal para inspecciones en campo y en fábrica.
Al no haber conducción de corriente a través de la pieza, la magnetización se logra mediante un campo magnético, lo que garantiza una mayor seguridad.
Aplicaciones: soldadura, estructuras metálicas, fundición y forja.
Normativa: cumple con las principales normas nacionales e internacionales.
SBW 333/O: Partículas magnéticas visibles en suspensión oleosa
Las partículas magnéticas son las responsables de hacer visibles las discontinuidades presentes en la parte magnetizada.
SBW 333/O es una suspensión a base de aceite para colectores húmedos visibles, formulada para ofrecer alta sensibilidad y estabilidad.
Esto garantiza indicaciones claras y coherentes durante el proceso de inspección.
Reflejos:
Preparado para usar.
Excelente visualización de las discontinuidades en los productos terminados.
Alta definición de las indicaciones bajo luz visible, con excelente sensibilidad.
Contraste 104: Visibilidad mejorada
El contraste 104 crea un fondo blanco que realza las indicaciones de partículas magnéticas visibles, garantizando la máxima definición y fiabilidad en la inspección.
En otras palabras, mejora la legibilidad de la información y contribuye a una interpretación más precisa.
Funciones principales:
Aumenta el contraste entre las partículas y la superficie.
El proceso se desarrolla de forma sencilla y eficiente en cuatro etapas:
Aplicación del contraste 104 : fondo blanco uniforme en la zona a inspeccionar.
Magnetización con el Supermagna Yoke HMM6 : generación de un campo magnético en la pieza de trabajo.
Aplicación de SBW 333/O : se observa una suspensión oleosa depositada sobre la superficie magnetizada.
Interpretación de los resultados : las partículas se acumulan en las regiones de escape del campo, revelando inmediatamente las discontinuidades de la superficie.
Ventajas de la combinación Metal-Chek
Alta sensibilidad : mayor precisión en la detección de discontinuidades superficiales.
Velocidad operativa : indicadores visibles en el momento de la inspección.
Aplicación versátil en sectores como el petróleo y el gas, la energía, la metalurgia, la automoción, la industria naval y la nuclear.
Además, esta combinación reduce la necesidad de rehacer el trabajo y aumenta la eficiencia de los equipos de inspección.
Normas de referencia técnica
La combinación de Supermagna Yoke HMM6 + SBW 333/O + Contrast 104 cumple con los requisitos de las normas internacionales y nacionales, tales como:
ASTM E709
ASTM E3024
ISO 9934 (1 y 2)
NM 342
ASME BPVC Sección V, Artículo 7
PETROBRAS N-1598
¿Por qué elegir Metal-Chek?
Metal-Chek es líder nacional en soluciones de Ensayos No Destructivos, con productos desarrollados según rigurosos estándares de calidad y probados en aplicaciones industriales reales.
Por lo tanto, al adoptar la combinación Supermagna Yoke HMM6 + SBW 333/O + Contrast 104, su empresa obtiene los siguientes beneficios:
Fiabilidad de los resultados.
Rapidez en la ejecución e interpretación.
Seguridad y eficiencia operativa.
La inspección por partículas magnéticas es un método consolidado dentro de los ensayos no destructivos y sigue siendo esencial para garantizar la integridad de componentes y estructuras metálicas. Sin embargo, su eficacia depende directamente de la calidad de los equipos y productos.
Con la combinación del Supermagna Yoke HMM6, el SBW 333/O y el 104 Contrast, Metal-Chek ofrece una solución completa para realizar ensayos no destructivos.
De esta forma, la inspección gana en fiabilidad, rapidez y seguridad operativa. Esta integración garantiza: • Fiabilidad y precisión en los resultados. • Rapidez en la ejecución e interpretación de las indicaciones. • Seguridad y eficiencia en las operaciones industriales.
Si el objetivo de su empresa es elevar los estándares de inspección y reforzar la fiabilidad de los procesos, cuente con Metal-Chek.
Metal-Chek: líder en soluciones para ensayos no destructivos.
En el mantenimiento industrial, la fiabilidad de las inspecciones es crucial para evitar retrabajos, fallos en los equipos y costes asociados a tiempos de inactividad no programados.
Entre los métodos de ensayos no destructivos (END), la inspección por partículas magnéticas (PM) es una de las técnicas más extendidas para detectar discontinuidades superficiales y subsuperficiales en materiales ferromagnéticos .
Para obtener resultados fiables, un buen equipo de magnetización por sí solo no es suficiente. También son necesarias partículas magnéticas de alta calidad, un acondicionador adecuado y un agente de contraste eficaz.
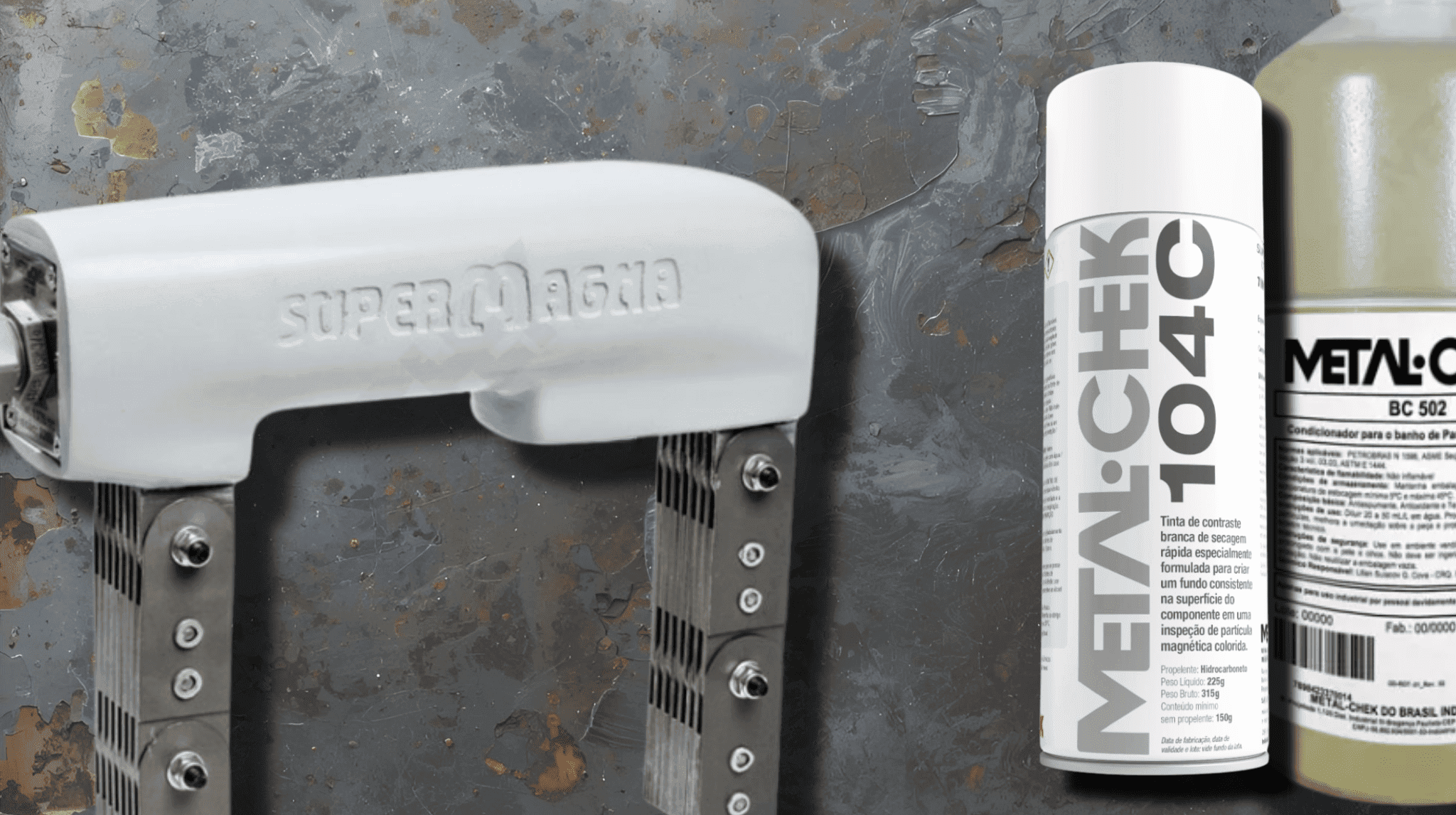
Aquí es donde Metal-Chek destaca, ofreciendo una combinación robusta para la industria: el Supermagna Yoke HMM6, partículas de polvo magnético asociadas con el acondicionador BC 502SN y el contraste 104C.
Supermagna Yoke HMM6: Robustez y conformidad
El Supermagna Yoke HMM6 es un yugo electromagnético diseñado para generar el campo magnético necesario durante la inspección.
Características principales:
Portátil y robusto : ideal para inspecciones en campo y en fábrica.
Seguro : no conduce corriente a través de la pieza, pero induce un campo magnético longitudinal.
Versátil : apto para inspeccionar soldaduras, piezas fundidas, forjadas, estructuras metálicas, etc.
Normativa: cumple con las principales normas nacionales e internacionales.
Acondicionador de partículas magnéticas + BC 502 SN
El uso de partículas de polvo magnético, combinado con el acondicionador BC 502 SN, es el método más utilizado para formar suspensiones estables y eficientes.
Función de las partículas magnéticas:
Hacen visibles las discontinuidades superficiales y subsuperficiales al acumularse en regiones donde el campo magnético aplicado se escapa.
La concentración se puede ajustar según el procedimiento.
Disponible en diferentes opciones para inspecciones visibles o fluorescentes.
Función del acondicionador BC 502 SN:
Garantiza la protección contra la corrosión .
Permite una dispersión uniforme de las partículas .
Favorece una correcta hidratación y movilidad en la superficie.
Cumple con los requisitos de las normas técnicas.
Contraste 104C: Mayor visibilidad y precisión
El contraste 104C se aplica antes de la magnetización y el baño de partículas magnéticas, creando un fondo blanco uniforme.
Funciones principales:
Aumenta el contraste entre las partículas y la superficie.
Mayor sensibilidad del ensayo.
Cumplimiento de las normas técnicas.
Cómo funciona la combinación
Al aplicar el colorante Contrast 104C , se crea un fondo blanco uniforme y con alto contraste.
La magnetización con el Supermagna Yoke HMM6 genera el campo magnético necesario.
Aplicación de la suspensión preparada (partículas + BC 502 SN) : las partículas se aglomeran en las regiones del campo de fuga, formando indicaciones.
Interpretación : con un fondo blanco y partículas resaltadas, el inspector puede identificar discontinuidades de forma rápida y fiable.
Ventajas de la combinación
Alta sensibilidad en la detección de discontinuidades.
Rapidez operativa , con resultados visibles de inmediato.
Fiabilidad normativa , de acuerdo con las normas ASTM, ISO, AMS, ASME y PETROBRAS.
Flexibilidad , que permite ajustar la concentración de partículas.
La seguridad está garantizada mediante el uso de un yugo robusto y seguro en diversos entornos.
Normas técnicas que respaldan el conjunto
La combinación cumple con los requisitos de las normas internacionales y nacionales, tales como:
ASTM E709
ASTM E3024
ISO 9934 (1 y 2)
NM 342
ASME BPVC Sección V, Artículo 7
PETROBRAS N-1598
La inspección por partículas magnéticas es una técnica esencial para el mantenimiento industrial y el control de calidad. Sin embargo, su eficacia depende de la elección del equipo y los suministros adecuados.
La combinación del Supermagna Yoke HMM6, partículas magnéticas con acondicionador BC 502 SN y contraste 104C garantiza un proceso de inspección rápido, fiable y seguro.
Con esta solución integral, Metal-Chek refuerza su compromiso de proporcionar tecnología de vanguardia para ensayos no destructivos, satisfaciendo las necesidades de la industria con excelencia.
Contacte con nuestro equipo técnico y descubra cómo podemos ayudarle a transformar sus rutinas de inspección en ventajas competitivas.
Descubra cómo planificar y ejecutar inspecciones por partículas magnéticas, garantizando rapidez, fiabilidad y cumplimiento de las normas técnicas.
Las inspecciones industriales pueden presentar desafíos como la falta de infraestructura, las limitaciones de espacio, las condiciones adversas y la necesidad de obtener resultados rápidos y fiables.
En este contexto, los ensayos no destructivos (END) mediante partículas magnéticas (PM) destacan como una solución práctica para detectar discontinuidades superficiales en materiales ferromagnéticos .
Esta guía práctica está dirigida a profesionales del mantenimiento, inspectores e ingenieros, y muestra cómo realizar inspecciones de partículas magnéticas de manera eficiente, segura y cumpliendo con la normativa, incluso fuera de entornos de laboratorio controlados.
Preparación de superficies
Uno de los mayores desafíos en las inspecciones es lidiar con superficies contaminadas por grasa, aceite, salpicaduras de soldadura u oxidación. Una preparación adecuada del área es esencial para evitar lecturas erróneas.
Técnicas recomendadas:
• Cepillo de acero (manual o rotatorio): elimina rápidamente la oxidación de soldaduras y estructuras metálicas. • Lijado: adecuado para eliminar recubrimientos y oxidación persistente. • Disolventes y paños limpios: eliminan grasa y aceites.
Cuanto mejor sea la preparación, mayor será la fiabilidad de la inspección.
Elección de la técnica
El tipo de aplicación de partículas magnéticas debe tener en cuenta las condiciones ambientales, el tiempo disponible y la sensibilidad requerida .
Proceso en seco:
Ventajas → ideal para superficies con altas temperaturas
Limitaciones → menor sensibilidad a pequeñas discontinuidades
Método húmedo (agua o aceite):
Ventajas → alta sensibilidad, adecuada para detectar pequeñas discontinuidades.
Proceso húmedo coloreado
Ventajas → visible bajo luz blanca, no se necesitan luminarias especiales.
Limitaciones → temperatura de funcionamiento
Partículas húmedas fluorescentes:
Ventajas → máxima sensibilidad bajo luz UV-A.
Limitaciones → temperatura de funcionamiento, visible solo bajo luz UV-A.
Seguridad en espacios confinados
Las inspecciones de tanques, recipientes y estructuras confinadas requieren medidas de seguridad adicionales:
Utilice equipos portátiles y robustos , como el Supermagna Yoke HMM6 , que funciona en diferentes posiciones y no conduce corriente a través de la pieza de trabajo.
Respetar las normas de seguridad laboral (por ejemplo, NR-33 – Seguridad en espacios confinados).
Elegir equipos robustos es fundamental para reducir riesgos y aumentar la fiabilidad en entornos difíciles.
Normas técnicas que rigen las pruebas
La inspección por partículas magnéticas puede seguir estándares reconocidos para garantizar resultados fiables:
ASTM E709
ISO 9934 (1 a 2)
PETROBRAS N-1598
Sección V, Artículo 7 de ASME
Equipo recomendado para inspecciones
Para las inspecciones por partículas magnéticas, la solución ideal es utilizar equipos que combinen durabilidad, seguridad y cumplimiento de la normativa.
El Supermagna Yoke HMM6 , por ejemplo, está diseñado para satisfacer estas necesidades:
Portátil y robusto.
Seguro en atmósferas potencialmente explosivas.
Cumple con las normas ASTM, ISO, ASME y PETROBRAS.
Adecuado para inspecciones de soldaduras, estructuras metálicas, piezas fundidas, forjadas, etc.
La inspección por partículas magnéticas es una herramienta estratégica para el mantenimiento industrial. Cuando se realiza correctamente —con la preparación adecuada de la superficie, la selección de la técnica apropiada y el uso de equipos fiables— garantiza la seguridad operativa, el cumplimiento de la normativa y la reducción de costes.
Si su empresa opera en sectores como el petróleo y el gas, la energía, la automoción o la metalurgia , el Metal-Chek Supermagna Yoke HMM6es la solución ideal para garantizar resultados fiables que cumplen con los estándares .
En la industria moderna, la fiabilidad de los equipos y las estructuras metálicas es un factor decisivo para la seguridad operativa y la reducción de costes. Un fallo en un componente crítico puede generar no solo pérdidas económicas, sino también poner vidas en riesgo. En este contexto, los Ensayos No Destructivos (END) desempeñan un papel estratégico, ya que permiten evaluar la integridad de las piezas sin dañarlas.
Entre los métodos de END más utilizados, el ensayo por partículas magnéticas (MPT) destaca por su eficacia en la detección de discontinuidades superficiales en materiales ferromagnéticos . Dentro de este método, un equipo resulta indispensable: el Supermagna Yoke HMM6 .
El Supermagna Yoke HMM6 es un dispositivo portátil que se ha convertido en una herramienta esencial para inspectores industriales y técnicos de mantenimiento. En este artículo, analizaremos en detalle qué es el Supermagna Yoke HMM6, cómo funciona, sus aplicaciones, los requisitos normativos y, sobre todo, por qué es fundamental para garantizar la calidad y la seguridad en las inspecciones industriales.
¿Qué es el Supermagna Yoke HMM6?
El Supermagna Yoke HMM6 es un electroimán en forma de “U” invertida con dos patas (fijas o articuladas) que, al colocarse sobre una superficie ferromagnética, genera un campo magnético longitudinal entre sus polos. Este campo permite detectar defectos superficiales mediante la aplicación de partículas magnéticas en la zona inspeccionada.
A diferencia de otras técnicas, el Supermagna Yoke HMM6 no conduce corriente eléctrica a través de la pieza de trabajo, sino a través de la bobina del propio equipo. Esta característica ofrece dos ventajas principales:
Seguridad: Puede utilizarse en atmósferas potencialmente explosivas o inflamables, ya que no existe riesgo de chispas eléctricas.
Conservación de la pieza: no existe riesgo de sobrecalentamiento ni de daños en la superficie durante la prueba.
Además, el Supermagna Yoke HMM6 está diseñado para ser portátil y robusto, lo que lo hace ideal para inspecciones de campo, lugares de difícil acceso y situaciones en las que la movilidad del inspector es fundamental.
Fundamentos magnéticos aplicados al yugo supermagnético HMM6
Para comprender la importancia del Supermagna Yoke HMM6, es necesario repasar algunos conceptos básicos del magnetismo:
Campo magnético: la región alrededor de un imán o conductor que transporta corriente eléctrica donde actúan las fuerzas magnéticas.
Campo de fuga: interrupción en las líneas de flujo magnético causada por una discontinuidad, como una grieta o una inclusión.
Partículas magnéticas : polvo seco o suspensión líquida que, al aplicarse a una superficie magnetizada, se acumula en el campo de fuga, revelando visualmente la falla.
El Supermagna Yoke HMM6, al magnetizar la pieza, pone de manifiesto estas discontinuidades de inmediato.
Aplicaciones del Supermagna Yoke HMM6 en la industria
El yugo Supermagna HMM6 se utiliza ampliamente en sectores donde la seguridad estructural y la fiabilidad operativa son esenciales.
Soldadura y calderería: inspección de cordones de soldadura, detección de grietas y falta de fusión.
Industria petroquímica y de petróleo y gas: recipientes a presión, tuberías, bridas y conexiones críticas.
Sectores automotriz y ferroviario: ejes, ruedas, engranajes, raíles y sistemas de frenado.
Aeronáutica y aeroespacial: inspección del tren de aterrizaje y de los componentes estructurales.
Energía: turbinas hidráulicas, componentes para centrales térmicas y nucleares.
En todos estos sectores, el Supermagna Yoke HMM6 destaca por su rapidez de aplicación y resultados inmediatos, lo que permite tomar decisiones rápidas en cuanto a reparaciones o sustituciones.
Normas de Referencia
ASTM E1444 – Práctica estándar para ensayos de partículas magnéticas.
ASTM E709 – Guía estándar para ensayos de partículas magnéticas.
ASTM E3024 – Directrices que abarcan la calibración de equipos, las técnicas de magnetización, los criterios de aceptación y la formación del personal.
PETROBRAS N-1598 – Establece los requisitos técnicos obligatorios y las instrucciones sobre cómo gestionar las no conformidades en los ensayos no destructivos: partículas magnéticas.
ASME Sección V – Artículo 7 – Requisitos para ensayos de partículas magnéticas de materiales ferromagnéticos, aplicables a recipientes a presión, calderas y otros componentes cubiertos por el código ASME.
¿Por qué es esencial el Supermagna Yoke HMM6 en el mantenimiento industrial?
Porque va mucho más allá de ser una simple herramienta de inspección: es una inversión estratégica en seguridad, productividad y cumplimiento normativo.
Minimiza el tiempo de inactividad no programado → detecta fallos antes de que se conviertan en averías.
Reduce costes → evita retrabajos y sustituciones innecesarias.
Mayor seguridad → protege a las personas y los bienes.
Movilidad y practicidad → ideal para equipos que necesitan agilidad sobre el terreno.
Robustez y durabilidad → ideal para uso intensivo en entornos industriales.
El impacto en su empresa
El Supermagna Yoke HMM6 para ensayos de partículas magnéticas es un componente clave en el mantenimiento industrial, que combina simplicidad, eficiencia y cumplimiento normativo. Su aplicación en diversos sectores refuerza su relevancia como equipo indispensable en los programas de inspección.
Al elegir el Supermagna Yoke HMM6 Metal-Chek, su empresa tiene garantizados resultados fiables, asistencia técnica especializada y condiciones comerciales ventajosas.
Contacte con nuestro equipo técnico y descubra cómo el Supermagna Yoke HMM6 puede aumentar la seguridad y la eficiencia de sus inspecciones.
En el mantenimiento industrial, la eficacia de un disolvente va mucho más allá de la limpieza. El E-59 es un claro ejemplo: desarrollado como disolvente alifático, desempeña un papel estratégico tanto en los ensayos no destructivos (END) como en la limpieza intensiva de componentes industriales , especialmente en entornos donde el aceite lubricante supone un desafío constante.
E-59 en Ensayos No Destructivos
En los procesos de inspección y control de calidad, la elección del disolvente adecuado influye directamente en la eficacia de las pruebas. El E-59 se utiliza ampliamente como parte de la preparación de superficies en las pruebas de líquidos penetrantes , garantizando que las piezas y los componentes estén debidamente limpios y libres de contaminantes antes de aplicar el método. Esto se traduce en una mayor precisión en la detección de discontinuidades.
Aplicaciones en la limpieza y lubricación de aceites.
Además de su uso en aplicaciones de inspección, el E-59 destaca por su alta eficiencia en la eliminación de aceite lubricante de bloques de motor, piezas mecánicas y superficies impregnadas. Esta versatilidad lo convierte en un aliado indispensable en sectores con altos niveles de contaminación por aceite, como talleres de reconstrucción de motores, mantenimiento pesado e industria ferroviaria.
Uso en talleres de rectificado y en el sector ferroviario.
Las empresas de reconstrucción de motores utilizan E-59 para la limpieza precisa de motores y componentes, garantizando que el proceso de reensamblaje se realice en condiciones óptimas. En el sector ferroviario, especialmente en las empresas fabricantes de locomotoras , el producto destaca por su capacidad para eliminar los residuos de aceite de piezas grandes y complejas, donde la limpieza es fundamental para la fiabilidad y durabilidad del equipo.
Ideal para la preparación de superficies en ensayos no destructivos.
Excelente capacidad para eliminar aceite lubricante y grasa.
Ampliamente utilizado en talleres de reconstrucción de motores y empresas de locomotoras.
Versatilidad: adecuada para mantenimiento industrial, inspección y limpieza de alta resistencia.
El E-59 no es solo un disolvente. Representa una solución práctica y fiable para sectores que exigen una limpieza profunda y precisión en los ensayos no destructivos. Ya sea en motores, componentes industriales o grandes sistemas ferroviarios, su aplicación garantiza eficiencia, seguridad y fiabilidad en el mantenimiento diario.
¿Quieres saber más sobre el E-59 y sus aplicaciones? ¡Habla con nuestro equipo !
Una guía práctica para compradores e ingenieros de suministro.
En la industria, los ensayos no destructivos (END) son fundamentales para garantizar la calidad, la seguridad y la conformidad de las piezas y los equipos. Sin embargo, muchas solicitudes de cotización (RFQ) fracasan porque no especifican correctamente lo que se solicita, ya sea la contratación de servicios de END o la adquisición de suministros y equipos para realizarlos.
A continuación, presentamos una guía práctica para preparar solicitudes de cotización claras y completas, con ejemplos reales de productos de Metal-Chek y Supermagna.
1. Define qué es lo que estás comprando: un servicio o un producto.
En primer lugar, determine si su solicitud de cotización será para:
Servicio de ensayos no destructivos (END) : el proveedor realiza la prueba y entrega el informe técnico.
Materiales, suministros y equipos para ensayos no destructivos (END) : su equipo o proveedor de servicios utilizará los productos adquiridos para realizar la prueba.
Esta distinción evita confusiones y garantiza que las especificaciones sean adecuadas para lo que usted desea comprar.
2. Especificar la contratación del servicio de END.
Al contratar un servicio, describa cómo se debe realizar la prueba y qué criterios de aceptación se adoptarán.
a) Método y técnica
Especifique el método y la técnica:
Ejemplo: Ensayo de líquidos penetrantes, Tipo I, Método A, Nivel 2, utilizando Metal-Chek FP 91
4. Mejores prácticas para cualquier solicitud de cotización de END
Sea específico: evite términos genéricos como “prueba LP” sin especificar el método, el tipo y el estándar.
Estandarizar las descripciones en todas las solicitudes.
Aprobar la propuesta técnica antes de fijar el precio.
Incluir los requisitos de seguridad y medioambientales (equipos de protección individual, eliminación adecuada de los productos).
Conclusión
Una especificación clara, ya sea para contratar servicios de ensayos no destructivos o para adquirir suministros de Metal-Chek y Supermagna, garantiza que el proceso se ejecute con calidad, reduce los riesgos y evita la necesidad de rehacer el trabajo.
En la inspección con líquidos penetrantes , elegir el producto adecuado es fundamental para la sensibilidad , la fiabilidad y la compatibilidad de la prueba. Especificar un penetrante inapropiado puede provocar una detección incompleta de discontinuidades, daños en el material o incluso rechazos innecesarios.
Esta guía le ayudará a comprender qué factores debe tener en cuenta y cómo seleccionar el penetrante más adecuado para su aplicación, con ejemplos reales de la línea Metal-Chek.
1. Comience por comprender la clasificación de los penetrantes.
Los líquidos penetrantes se clasifican principalmente por tipo , método de eliminación y nivel de sensibilidad .
a) Tipo
Tipo I – Fluorescente. Alta sensibilidad, inspección bajo luz ultravioleta. Ideal para detectar discontinuidades muy finas. Ej.: Metal-Chek FP 91 , Tipo I, Método A, Nivel 2.
Tipo II – Visible. Indicaciones visibles a simple vista bajo luz blanca. Más sencillo y rápido, ideal para inspecciones de campo. Ej.: Metal-Chek VP 30 , Tipo II, Método A; Metal-Chek VP 31 , Tipo II, Método C.
b) Método de extracción
A – Lavable con agua (fácil de quitar con agua)
B – Post-emulsionable lipofílico (emulsionante aplicado después del penetrante)
C – Eliminable con disolvente (eliminación con paño y disolvente, como Metal-Chek E 59 o Metal-Chek R 501 )
D – Post-emulsionable hidrófilo (emulsionante a base de agua)
c) Nivel de sensibilidad (Tipo I)
Va desde el Nivel 1 (baja sensibilidad) hasta el Nivel 4 (ultra alta). Cuanto más crítico sea el componente, mayor será el nivel recomendado.
2. Considere el material que se va a inspeccionar.
Aceros inoxidables, titanio y aleaciones especiales : requieren penetrantes con bajo contenido de halógenos y azufre, y reveladores compatibles. Por ejemplo: Metal-Chek FP 91 con certificación de contaminantes según ASTM E165.
Acero al carbono y materiales ferrosos : mayor flexibilidad de elección, según los criterios de aceptación.
Materiales porosos : requieren cuidado para evitar una penetración excesiva y lecturas erróneas.
3. Entorno y condiciones de la inspección
En entornos con iluminación baja y controlada , se prefiere la iluminación fluorescente (Tipo I).
Inspección de campo o áreas con iluminación UV restringida : opte por la luz visible (Tipo II).
Lugares sin agua corriente : considere el método C (disolvente removible) para limpiar el exceso de agua.
4. Cumplimiento de normas y criterios
Alinee siempre el penetrante y el revelador con el estándar requerido:
ASTM E165, ISO 3452, ASME Sección V, Petrobras N-1596. E incluya en la solicitud de cotización el requisito de un certificado de lote y una hoja de datos de seguridad (SDS).
5. Combinación de penetrante, revelador y removedor.
Para una prueba eficaz, elija un conjunto compatible:
Metal-Chek FP 91 (fluorescente) + Metal-Chek D70 (revelador no acuoso) + Metal-Chek E 59 (removedor de solventes).
Metal-Chek VP 30 (visible) + Metal-Chek D72 (revelador en seco) + Metal-Chek R 501 (removedor de disolvente).
Conclusión
Elegir el penetrante adecuado no es solo una cuestión de preferencia, sino una garantía de resultados fiables y del cumplimiento de las normas técnicas. Metal-Chek ofrece soluciones para diferentes niveles de sensibilidad, métodos y tipos, siempre con certificación técnica y asistencia especializada.
Las fugas industriales no solo representan un problema operativo, sino que también pueden comprometer la seguridad, la productividad y el cumplimiento de la normativa ambiental de una planta. Por lo tanto, la detección temprana de fugas es fundamental para cualquier industria moderna, especialmente en contextos como la Industria 4.0, donde el monitoreo continuo y el mantenimiento predictivo son clave para la eficiencia.
En este artículo, exploraremos uno de los principales métodos para detectar fugas industriales, centrándonos en técnicas no destructivas basadas en el uso de aditivos fluorescentes y linternas UV. El objetivo es proporcionar una visión general completa, técnica y accesible para profesionales que trabajan en mantenimiento industrial, inspección y sectores donde la fiabilidad operativa es fundamental.
¿Por qué es vital la detección precisa de fugas?
Antes de profundizar en el método, conviene reiterar: las fugas pueden causar daños importantes. Nos referimos a:
Pérdida de fluidos industriales (petróleo, gas, agua, aire comprimido, refrigerante, entre otros);
Aumento de los costes operativos;
Riesgos de incendio o contaminación;
Daños a equipos y estructuras;
interrupciones de la producción;
Incumplimientos legales y ambientales.
En un contexto donde el mantenimiento predictivo se integra cada vez más en las estrategias industriales, el uso de ensayos no destructivos (END) para identificar y corregir fugas se ha convertido en un factor diferenciador competitivo.
La tecnología de los aditivos fluorescentes
La detección mediante colorantes fluorescentes es una de las técnicas más seguras, sencillas y eficaces para identificar fugas. El aditivo fluorescente funciona eficazmente en cualquier sistema circulatorio cerrado donde se utilicen líquidos para lubricación, sistemas hidráulicos, control de refrigeración y sistemas de combustible.
El método consiste en añadir un aditivo fluorescente —generalmente un líquido coloreado miscible con el fluido del sistema (como aceite, agua, combustible o refrigerante)— que se concentra en los puntos de fuga. Al exponerse a la luz ultravioleta (UV), este aditivo emite una intensa fluorescencia, lo que permite visualizar incluso las fugas más pequeñas.
Cómo funciona el método:
Se añade un tinte fluorescente al sistema que se va a inspeccionar (tuberías, depósitos, intercambiadores de calor, radiadores, sistemas hidráulicos, etc.).
Tras un periodo de funcionamiento, el sistema se inspecciona con una linterna UV .
Las fugas se identifican visualmente como puntos brillantes, generalmente en tonos verdes o amarillos.
Ventajas:
Método no destructivo;
Precio asequible;
Detección rápida y visual;
Excelente para pequeñas fugas;
Compatible con diversos tipos de fluidos.
Aplicaciones típicas:
Sistemas de refrigeración industrial y automotriz;
oleoductos;
Instalaciones de fontanería;
Embalses;
Equipos de aire acondicionado (HVAC/R).
líneas de combustible;
El papel de las linternas UV
Las linternas UV son herramientas indispensables en este proceso. Su función principal es emitir radiación ultravioleta, en el rango de 365 nm, para excitar las moléculas fluorescentes del aditivo, haciendo visible la fuga a simple vista.
Características de las linternas UV:
Computadoras portátiles;
Funciona con pilas;
Certificación IP;
Potencia y longitud de onda específicas para un mayor contraste visual;
Largo alcance;
Criterio
Aditivo fluorescente + UV
Tipo de fuga detectada
Fluido visible (aceite, agua, combustible)
Costo
Bajo
Facilidad de uso
Alto
Requiere el apagado del sistema.
En algunos casos
Ideal para el mantenimiento predictivo.
Sí
Generación de datos digitales
No
Buenas prácticas en la inspección de fugas
Utilice aditivos certificados que sean compatibles con el fluido del sistema;
Siga las instrucciones del fabricante en cuanto a la concentración y el tiempo de circulación;
Utilice linternas UV con la longitud de onda adecuada;
Documente los puntos de fuga identificados con fotografías e informes técnicos.
Seguridad y medio ambiente
La elección del método siempre debe tener en cuenta el impacto ambiental y en la salud. Los aditivos fluorescentes de alta calidad cuentan con la certificación NSF y OEM, pero su eliminación debe cumplir con las normativas ambientales locales. El uso de linternas UV también debe respetar las normas de seguridad, evitando la exposición directa y prolongada a la radiación.
Conclusión: tecnología combinada con mantenimiento inteligente
La detección de fugas mediante aditivos fluorescentes y linternas UV representa una solución eficaz, asequible y visualmente impactante para mantener la integridad de los sistemas industriales.
Si su empresa opera en los sectores industrial y comercial, el mantenimiento industrial, la inspección y la soldadura, la incorporación de estas prácticas puede representar un ahorro de costes significativo, además de garantizar el cumplimiento normativo, la seguridad y el rendimiento.
¿Quiere saber qué aditivos fluorescentes y luminarias UV son ideales para su tipo de aplicación? Hable con el equipo técnico de Metal -Chek , especialista nacional en soluciones para ensayos no destructivos .
Toda inspección eficaz comienza con la observación, no solo con lo que ven los ojos, sino con la interpretación que un técnico experto puede ofrecer. La inspección visual (IV) es el primer paso para identificar discontinuidades , defectos, desgaste y anomalías que pueden comprometer la integridad y el rendimiento del equipo.
Más que una simple comprobación superficial, la verificación técnica actúa como un filtro inicial en el control de calidad, contribuyendo directamente a la reducción de costes, la prevención de riesgos y el aumento de la eficiencia operativa.
Además, la inspección visual sirve como punto de partida para técnicas de ensayo no destructivas más avanzadas, como el ensayo por líquidos penetrantes, el ensayo por partículas magnéticas y el ultrasonido. En otras palabras, cuando se detecta un indicador visual, es el momento adecuado para profundizar el análisis con métodos complementarios y más sensibles.
Aunque parezca sencillo, la inspección visual requiere mucho más que simplemente “mirar”:
Formación técnica
Conocimiento de los criterios de aceptación
Iluminación adecuada
Herramientas e instrumentación de soporte
Documentación de evidencia
Inspección visual en la era de la Industria 4.0
Quienes piensan que la inspección visual (IV) ha perdido importancia con el avance de la automatización se equivocan. Por el contrario, ha evolucionado y se ha integrado con nuevos recursos tecnológicos, ampliando su alcance, precisión y velocidad.
En la actualidad, la tecnología VT forma parte activa de la Industria 4.0 y puede combinarse con soluciones digitales de vanguardia:
Inteligencia artificial para el reconocimiento de imágenes.
Drones para inspecciones en altura o en zonas peligrosas.
Cámaras 4K con sensores térmicos
Análisis predictivo conectado a paneles de control digitales
Aplicaciones más comunes de la inspección visual.
La inspección visual (IV) se utiliza ampliamente en diversos sectores industriales como una herramienta de evaluación rápida y eficaz. Su objetivo principal es identificar irregularidades visibles que puedan comprometer la integridad estructural, la funcionalidad o la seguridad de los componentes y equipos.
La siguiente tabla resume las principales aplicaciones y lo que se pretende identificar en cada caso:
Solicitud
¿Qué estamos tratando de identificar?
Soldadura
Grietas, porosidad, falta de fusión o penetración
Equipos presurizados
Corrosión, deformación, fugas
Estructuras metálicas
Deformaciones, alabeo, grietas
Conductos y tuberías
Fugas, oxidación, deterioro
Máquinas y piezas móviles
Desgaste, desalineación, fracturas
Equipos y recursos utilizados en la inspección visual
Si bien muchas inspecciones visuales se realizan a simple vista, el uso de equipos auxiliares mejora significativamente la precisión y confiabilidad de la prueba. Algunos de los recursos utilizados incluyen:
Iluminación natural o artificial adecuada: Garantiza una visibilidad adecuada. Una iluminación deficiente puede comprometer la detección de discontinuidades.
Lupas y lentes de aumento: Amplifican los pequeños detalles, lo que permite identificar grietas superficiales, porosidad, inclusiones o falta de fusión en las soldaduras.
Boroscopios y endoscopios industriales: Instrumentos ópticos utilizados para inspeccionar zonas de difícil acceso, como tuberías, soldaduras internas de recipientes a presión y componentes aeronáuticos.
Reglas, calibres y plantillas: Herramientas para medir dimensiones, ángulos de soldadura, perfiles de cordones de soldadura y alineaciones.
Cámaras de alta resolución: Facilitan la documentación fotográfica y la comparación histórica durante las inspecciones periódicas.
Software de inspección y registro digital: Con el avance de la Industria 4.0, la integración de las inspecciones visuales con los sistemas digitales permite registrar incidentes, generar informes y mantener la trazabilidad de acuerdo con los requisitos reglamentarios.
Consejo: En entornos con poca luz, el uso de iluminación artificial adecuada no es opcional, sino obligatorio.
Buenas prácticas para realizar inspecciones visuales.
Para garantizar la eficacia de la inspección visual y la fiabilidad de los resultados, es fundamental adoptar prácticas operativas bien definidas. La estandarización de la ejecución mediante procedimientos escritos y listas de verificación operativas ayuda a minimizar el error humano y a asegurar la coherencia en las evaluaciones. A continuación, se presenta un modelo simplificado que puede adaptarse a las necesidades de cada sector:
ANTES DE LA INSPECCIÓN:
Compruebe que la superficie esté limpia (libre de contaminantes como pintura, aceite, grasa, óxido, polvo o residuos).
Compruebe la iluminación ambiental (debe ser suficientemente intensa y estar distribuida uniformemente, permitiendo una evaluación precisa de la superficie. Es importante evitar reflejos, sombras o deslumbramientos, especialmente en materiales pulidos o con geometría irregular. En lugares con poca luz natural, se recomienda el uso de fuentes de luz artificial ajustables y direccionales para garantizar una buena visibilidad).
Evaluar el estado físico y visual del inspector (por ejemplo, fatiga, uso de gafas).
Evaluar la necesidad de equipos y recursos adicionales.
DURANTE LA INSPECCIÓN:
Observar la continuidad de la superficie: deformaciones, grietas, oxidación.
Comprobar los cordones de soldadura: perfil, salpicaduras, falta de fusión.
Utilice lupas en las zonas sospechosas o en los detalles pequeños.
Fotografiar y documentar irregularidades
Evaluar la necesidad de realizar pruebas adicionales (líquidos penetrantes, partículas magnéticas, etc.).
DESPUÉS DE LA INSPECCIÓN:
Registro y trazabilidad (mantener un historial de inspecciones, fotos, informes, mapas de inspección y listas de verificación con criterios de aceptación. Estos registros garantizan la trazabilidad, la eficacia de las auditorías y facilitan la toma de decisiones).
El almacenamiento digital de los registros garantiza la trazabilidad y facilita las auditorías.
Integración de la inspección visual con otros métodos de ensayos no destructivos
La inspección visual (IV) es el punto de partida de la mayoría de los ensayos no destructivos (END). Si bien permite identificar diversos defectos superficiales, no siempre proporciona información suficiente para una evaluación completa de la integridad del componente. Por lo tanto, es fundamental integrarla con métodos complementarios, especialmente cuando existen sospechas visuales que requieren confirmación técnica.
La tabla que aparece a continuación muestra cómo se relaciona la tecnología VT con los principales métodos de END y las ventajas de esta combinación:
Método complementario
Solicitud después de VT
Beneficios combinados
Líquido Penetrante (LP)
Detección de grietas y discontinuidades abiertas en la superficie.
Confirma y verifica indicios visuales sospechosos.
Partículas Magnéticas (PM)
Inspección de piezas ferromagnéticas. Detecta defectos superficiales y subsuperficiales.
Mayor sensibilidad en zonas críticas, como las soldaduras.
Ecografía (UT)
Evaluar la integridad interna de la pieza.
Permite identificar fallos internos que no son visibles externamente.
Radiografía (RT)
Revela discontinuidades volumétricas en soldaduras y piezas fundidas.
Alta fiabilidad y documentación visual permanente.
Referencias normativas
La inspección visual se rige por diversas normas técnicas que garantizan procedimientos estandarizados, resultados fiables y el cumplimiento de los requisitos legales e industriales. A continuación, destacamos algunas de las normas técnicas aplicables:
ISO 17637 – Inspección visual de soldaduras en materiales metálicos: establece los requisitos para realizar la inspección visual de soldaduras, incluidos los criterios de aceptación y las técnicas recomendadas.
NBR 14842 – Inspección visual de soldaduras: procedimientos y requisitos nacionales que rigen la práctica de la inspección visual de soldaduras.
ASME Sección V, Artículo 9 – Requisitos para la inspección visual: una norma ampliamente utilizada en la industria de equipos a presión y fabricación de calderas.
Normas técnicas de Petrobras (Ejemplos: N-1596, N-1598, N-2370) : Directrices específicas para inspecciones visuales en el sector del petróleo y el gas.
La primera línea de defensa para la calidad.
La inspección visual es mucho más que una simple agudeza visual: es una barrera técnica esencial contra fallos que comprometen la seguridad, la productividad y el cumplimiento de la normativa.
Implementar un programa de inspección visual bien estructurado es el primer paso hacia la excelencia operativa. Además, al combinarse con métodos de Metal-Chek como líquidos penetrantes, partículas magnéticas y detección de fugas, la inspección visual se transforma en un ecosistema de confiabilidad industrial.
Próximos pasos para su empresa
Para fortalecer su programa de inspección visual y aumentar la confiabilidad de sus procesos, considere lo siguiente:
✅ Evalúe la madurez de su programa de inspección visual.
✅ Capacite a su equipo con formación basada en estándares reconocidos.
✅ Estandarice las listas de verificación y los procedimientos con soporte técnico especializado.
✅ Invierte en accesorios y equipos de calidad para complementar la puesta en escena visual.
Si su empresa desea aumentar la fiabilidad de sus procesos y garantizar el cumplimiento de las normas técnicas, Metal-Chek es su socio ideal.
Contacte con nuestro equipo técnico y descubra cómo podemos ayudarle a transformar sus rutinas de inspección en ventajas competitivas.