Inspección de Soldadura: Cómo Evitar Falsos Positivos con el Método de Ensayo de Penetración
La inspección por líquidos penetrantes (LP) se utiliza ampliamente para detectar discontinuidades superficiales en uniones soldadas. Sin embargo, este tipo de inspección presenta un problema recurrente: los falsos positivos. A menudo, las indicaciones observadas durante la prueba no corresponden a defectos reales, sino a artefactos causados por condiciones superficiales inadecuadas o una ejecución deficiente del proceso. Basándose en las normas ASTM E1417, ISO 3452-1 y ABNT NBR 15808 , este artículo explora cómo evitar estos errores de interpretación.
Fuentes de falsos positivos
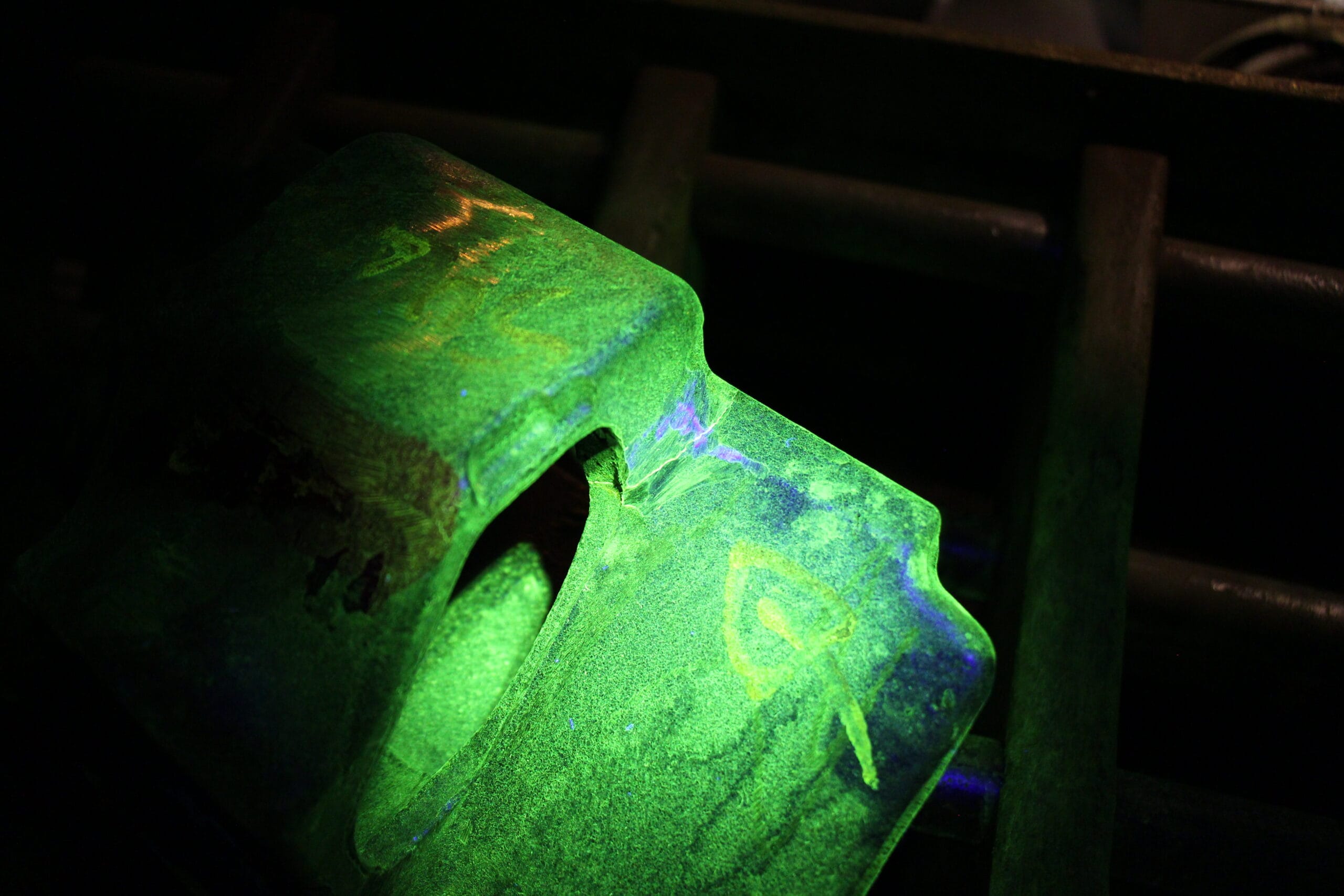
Las superficies soldadas suelen presentar rugosidad, salpicaduras de soldadura y residuos metálicos que retienen el penetrante de forma desigual, creando marcas que pueden confundirse con discontinuidades. Para evitarlo, es fundamental preparar la superficie. Eliminar la escoria, los óxidos y los contaminantes mediante un ligero granallado o una limpieza química según la norma ISO 8501-1 es un paso crucial antes de la aplicación del producto.
Otro factor importante es la correcta elección del tipo y la sensibilidad del penetrante. En superficies rugosas, los productos de alta sensibilidad pueden causar saturación del fondo, dificultando la interpretación. En estos casos, se recomienda el uso de penetrantes con sensibilidad intermedia (nivel 2 o 3). Además, la iluminación debe cumplir con la norma ISO 3059, especialmente en entornos industriales con diferentes niveles de luz natural. Es fundamental utilizar luz blanca superior a 1000 lux o luz UV-A entre 1000 y 5000 μW/cm² para garantizar una visibilidad adecuada de las indicaciones.
Eliminar el exceso de penetrante también es un paso fundamental. Si se hace en exceso, puede borrar una indicación real. Si es insuficiente, puede crear un fondo coloreado y enmascarar los defectos. La aplicación del revelador debe ser uniforme y el tiempo de revelado debe respetarse según el tipo utilizado: seco, húmedo o no acuoso.
Finalmente, la capacitación del inspector marca la diferencia. Un profesional capacitado según la norma ISO 9712 tendrá mayor capacidad para distinguir entre una discontinuidad real y un artefacto superficial. Invertir en capacitación y en la revisión continua de los procedimientos internos contribuye significativamente a la calidad y confiabilidad de las inspecciones.
La minimización de falsos positivos en las pruebas de penetración de líquidos (LP) en soldaduras depende de tres pilares: una preparación adecuada de la superficie, una correcta ejecución del proceso y la cualificación profesional. Estas precauciones aumentan la fiabilidad de la prueba, reducen las repeticiones de trabajo y garantizan decisiones más precisas sobre la integridad de las soldaduras evaluadas.
La precisión de la inspección de soldaduras mediante líquidos penetrantes (LP) depende directamente de la calidad de la preparación de la superficie, la correcta elección del penetrante y la experiencia del inspector. La estandarización del proceso según las normas internacionales reduce la incidencia de falsos positivos y garantiza una mayor fiabilidad en las decisiones de aceptación o rechazo.