Magnetic Particles: Difference between dry and wet methods
Discover the differences between the dry and wet methods of magnetic particle testing, their practical applications, and how to ensure reliable results according to technical standards.
The importance of the correct method in Non-Destructive Testing
Magnetic particle testing (MPT) is widely used in industry to detect surface and subsurface discontinuities in ferromagnetic materials.
The method is valued for its sensitivity, speed, and low operating cost, and is applied in sectors such as oil and gas, automotive, metallurgical, and aeronautical.
However, to ensure accurate results, it is essential to understand the differences between dry and wet methods, as each has specific characteristics and applications.
Principle of the test
The magnetic particle method is based on the magnetization of a ferromagnetic material. When the magnetic field encounters a discontinuity, a leakage field
is formed, attracting the magnetic particles and creating an indication on the surface.
These particles can be colored (visible under white light) or fluorescent (visible under UV-A light), according to ASTM E709 – Standard Guide for Magnetic Particle Testing and NM 342 – Non-destructive testing — Magnetic particles — Discontinuity detection.
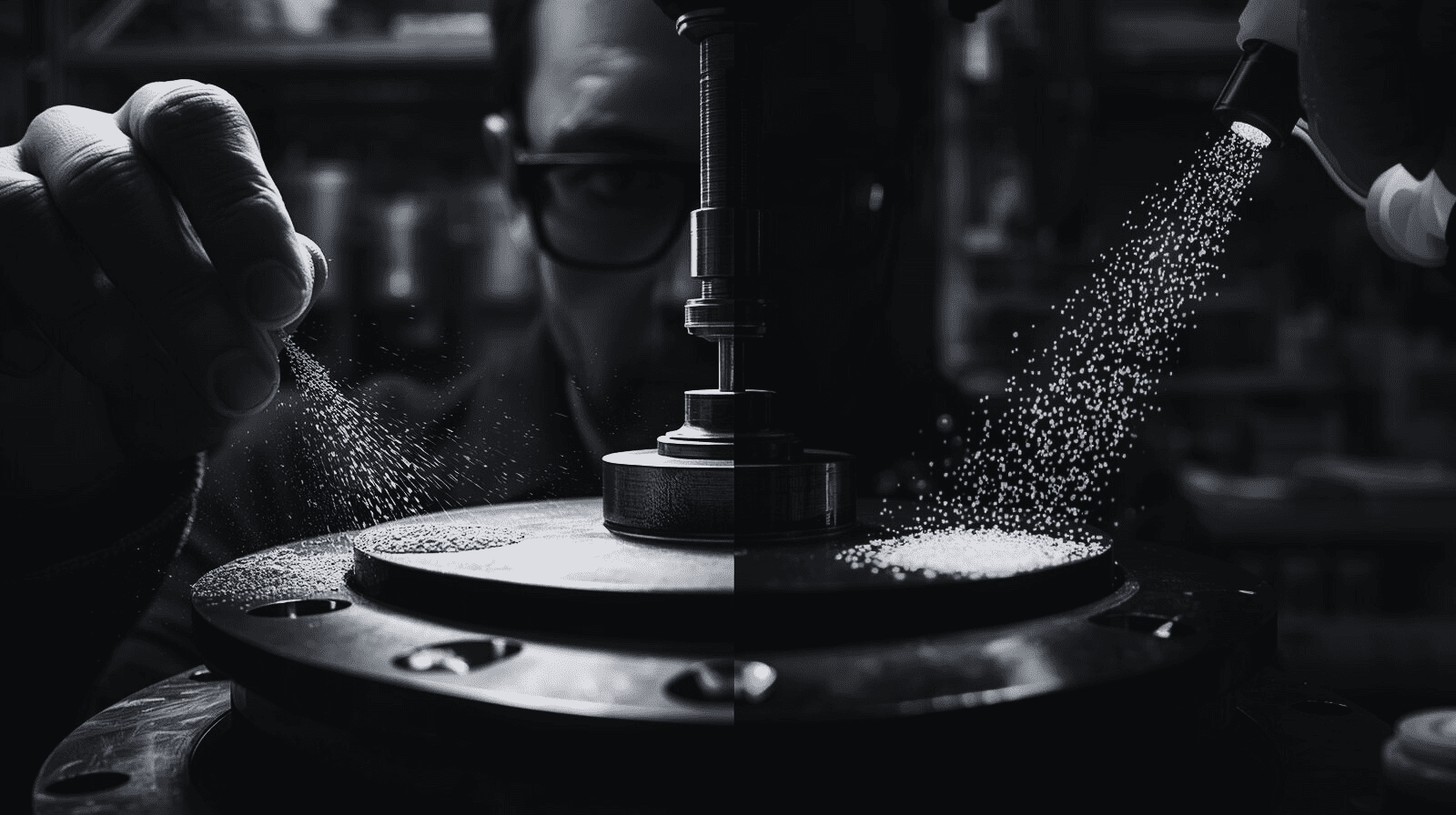
Magnetic particle testing – dry method: practicality and speed in the field
The dry method uses magnetic powder particles applied directly to the part during magnetization.
These particles adhere to the leakage field areas, forming indications visible to the inspector.
Main characteristics of the dry method
- Ideal for field testing or inspections of large structures;
- It eliminates the need for liquid vehicles, making the process portable and fast ;
- Suitable for rough, uneven or complex geometric surfaces ;
- It can be applied to parts at high temperatures (up to 180 °C).
Did you know?
- Metal-Chek’s SUPERMAGNA WD-55 particle can be used up to 400 °C .
- Metal-Chek’s SUPERMAGNA CRL 265 AG/SN particle can be applied in non-darkened environments with visible light intensity up to 1000 lx .
Limitations of the dry method
- Lower sensitivity than the wet method, especially in small discontinuities;
- It can lead to uneven particle buildup if not applied properly;
- The inspector needs experience to interpret the instructions.
Magnetic particle testing – wet method: precision and sensitivity
In wet spectroscopy, magnetic particles are suspended in water or oil, forming a homogeneous suspension applied to the surface during magnetization.
This technique offers greater particle mobility, resulting in improved sensitivity in detecting discontinuities.
Main characteristics of the wet method
- Suitable for high-precision testing ;
- It allows the use of fluorescent particles , inspected under UV-A light ;
- It requires strict control of the suspension regarding concentration and contamination;
- The measurements are verified using a pear-shaped decanter tube (ASTM E709).
For fluorescent particles, the ideal concentration is between 0.1 and 0.4 mL ; for colored
particles, between 1.2 and 2.4 mL, according to ASTM E709 and NM 342.
Limitations of the wet method
- Requires additional equipment (UV flashlight) for the fluorescent technique;
- A darkened environment is required for fluorescent techniques;
- Greater process control is needed (concentration and contamination).
Important notice:This article is for educational purposes only. The definition of the test method, technique, and parameters must be carried out by a Level 3 Inspector in a qualified and approved procedure.
Metal-Chek products in compliance with regulations
Metal-Chek offers complete solutions for magnetic particle testing, developed in accordance with the main international standards:
- Colored and fluorescent magnetic particles (dry and wet methods);
- Water-based suspension conditioners ;
- High-opacity contrast inks for inspections under white light;
- Supermagna HMM6 electromagnetic yokes , robust, portable and standard compliant.
All products are formulated to meet regulatory requirements, ensuring compliance, sensitivity, and repeatability of results.
When to apply each magnetic particle testing method
The dry and wet methods of magnetic particle testing are distinct, and their application should be based on the test conditions and procedural requirements.
Regardless of the method, using reliable products with proven quality is essential to ensure consistent and reproducible results — and that’s where Metal-Chek stands out.
Excellence in products for those seeking reliable results.
Metal-Chek provides complete END solutions: magnetic particles, contrast inks, conditioners, and electromagnetic yokes, developed according to the main ASTM, ASME, NM, and PETROBRAS standards, guaranteeing safety, precision, and technical compliance in every inspection.
Discover the complete Metal-Chek product line.
Contact our team .
Follow @metalchek