Cuidados com Armazenamento e Validade de Consumíveis END
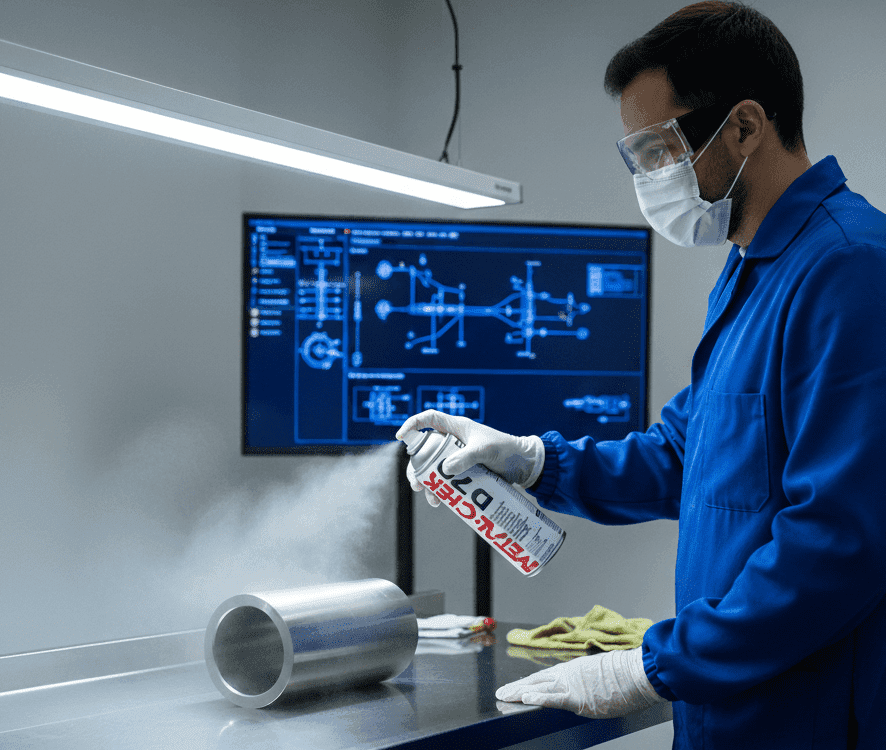
Na rotina industrial, os consumíveis para Ensaios Não Destrutivos (END) são verdadeiros aliados da confiabilidade. Líquidos penetrantes, partículas magnéticas e reveladores são formulados para entregar sensibilidade, contraste e estabilidade — três pilares que sustentam a precisão das inspeções.
Um ponto crítico que não pode ser negligenciado: o armazenamento. Quando feito de forma inadequada, ele acelera a degradação dos produtos e compromete diretamente o resultado do ensaio.
E na inspeção industrial, um erro nunca vem sozinho — ele vira retrabalho, custos e riscos.
Por isso, cuidar da validade e das condições de armazenamento não é apenas uma boa prática: é fundamental para manter o desempenho e a conformidade técnica exigida nas inspeções industriais.
Por que o armazenamento adequado é essencial
Os consumíveis END passam por formulações rigorosas, desenvolvidas para manter suas propriedades ao longo do uso. Entretanto, fatores como umidade, temperatura e validade podem comprometer:
- sensibilidade na detecção de descontinuidades,
- contraste das indicações,
- estabilidade química,
- repetibilidade dos resultados.
Quando expostos a condições inadequadas, eles podem:
- aglomerar,
- evaporar,
- mudar cor, odor ou viscosidade,
- perder sensibilidade,
- gerar falsas indicações ou mascarar falhas reais.
Um produto degradado pode alterar o resultado do ensaio
Efeitos da umidade sobre os consumíveis END
A umidade é um dos principais fatores que interferem na qualidade dos consumíveis.
Quando presente em excesso, pode causar aglomeração de consumíveis em pó, alterações nas características do produto, afetando desempenho e sensibilidade.
Para evitar esses efeitos, é importante armazenar os produtos em locais secos e ventilados, protegidos contra condensação e variações bruscas de temperatura. Além disso, recomenda-se manter as embalagens sempre bem fechadas, principalmente em ambientes com alta umidade relativa do ar.
Temperatura e estabilidade química
A temperatura tem impacto direto sobre a estabilidade química dos consumíveis END.
O calor excessivo pode alterar pigmentos, provocar a evaporação de componentes voláteis e comprometer o desempenho de penetrantes, reveladores e suspensões magnéticas.
Já o frio extremo pode causar a cristalização de componentes, tornando o produto inutilizável.
Para garantir estabilidade e sensibilidade ideais, recomenda-se armazenar os consumíveis:
- Em ambientes frescos, com temperatura controlada entre 5 °C e 40 °C;
- Longe de fontes de calor, luz solar direta e chamas;
- Sem exposição prolongada a variações térmicas.
Validade e controle de uso
Cada consumível possui um prazo de validade definido pelo fabricante, que deve ser respeitado rigorosamente.
Após esse período, não há garantia de estabilidade ou desempenho — o produto pode apresentar alteração de cor, odor, viscosidade ou formação de resíduos, indicando degradação dos componentes ativos.
Além da validade, é importante controlar:
- Condições do local de armazenamento;
- Integridade do rótulo e identificação do lote.
A boa prática inclui o uso do princípio PEPS (primeiro que entra, primeiro que sai), garantindo o consumo dos produtos mais antigos antes dos novos.
Boas práticas de armazenamento
- Armazene na posição vertical, evitando vazamentos ou deformações nas embalagens.
- Evite empilhar latas ou aerossóis, prevenindo danos por pressão.
- Mantenha os produtos lacrados até o momento do uso.
- Não misture produtos de diferentes fabricantes — a compatibilidade química não é garantida.
- Verifique visualmente o produto antes de usar: alterações no aspecto indicam perda de estabilidade.
- Utilize estoques adequados, afastados de fontes elétricas e calor intenso.
Essas medidas ajudam a preservar as características originais dos consumíveis END e a garantir ensaios com máxima repetibilidade e confiabilidade.
Por que seguir essas orientações
Seguir as boas práticas de armazenamento e controle de validade reduz custos, evita retrabalhos e garante a integridade dos resultados de inspeção.
A correta preservação dos consumíveis END é parte essencial da gestão da qualidade em inspeções industriais, assegurando que cada aplicação mantenha o padrão de desempenho esperado desde o primeiro até o último uso.
Armazenar e controlar adequadamente os consumíveis END é um investimento em confiabilidade, segurança e durabilidade.
Ao manter as condições ideais de temperatura, umidade e validade, a inspeção garante resultados consistentes e em conformidade com os requisitos técnicos da indústria.
A inspeção começa muito antes da realização do ensaio — ela começa no estoque.
A Metal-Chek fornece soluções completas para Ensaios Não Destrutivos: líquidos penetrantes, partículas magnéticas, reveladores e acessórios, desenvolvidos com tecnologia de ponta para oferecer segurança, precisão e resultados confiáveis em cada inspeção.
○ Precisa de suporte técnico? Nossos consultores Metal-Chek estão prontos para ajudar.
○ Continue aprendendo: explore mais artigos técnicos sobre END em nosso blog.
○ Faça parte da comunidade de inspetores e profissionais de END — siga @metalchek.