A Fluorescência em Ensaios Não Destrutivos: Tecnologia que Amplifica Resultados
Na inspeção industrial, a fluorescência em ensaios não destrutivos (END) é uma tecnologia que amplia significativamente a sensibilidade e a precisão visual.
Aplicada em métodos como Líquido Penetrante (LP), Partículas Magnéticas (PM) e Detecção de Vazamentos (DV), essa técnica permite identificar descontinuidades mínimas e microvazamentos invisíveis a olho nu. O resultado é maior segurança, confiabilidade e desempenho operacional.
O que é a fluorescência
A fluorescência é um fenômeno óptico no qual certas substâncias absorvem energia da luz ultravioleta (UV-A) e a reemitem na forma de luz visível.
Nos ensaios não destrutivos (ENDs), esse princípio físico é utilizado para ampliar o contraste das indicações em peças metálicas e não metálicas, facilitando a identificação de falhas superficiais ou sub-superficiais.
Quando a luz UV-A (365 nm) incide sobre o material inspecionado, as partículas ou corantes fluorescentes reagem emitindo luz intensa — normalmente em tons verdes, amarelos ou alaranjados. Assim, as descontinuidades tornam-se claramente visíveis, mesmo em áreas de difícil acesso.
O resultado é um ensaio altamente sensível, preciso e visualmente nítido, que permite decisões rápidas e confiáveis.
Aplicações da fluorescência nos métodos END
1. Ensaio por Líquido Penetrante (LP)
O método LP fluorescente (Tipo I) é indicado para detectar descontinuidades abertas à superfície, como trincas, poros, falta de fusão e outras falhas que possam comprometer a integridade de um componente.
Após a limpeza e a aplicação do penetrante, remove-se o excesso e aplica-se o revelador. Sob luz UV-A, o líquido remanescente nas descontinuidades emite uma fluorescência intensa, revelando as indicações com clareza.
Entre as principais vantagens está a versatilidade de aplicação.
O método pode ser utilizado em materiais metálicos e não metálicos, sejam magnéticos ou não magnéticos, como alumínio, magnésio, aços inoxidáveis austeníticos e titânio.
Também pode ser aplicado em cerâmicas, vidros e alguns tipos de plásticos, desde que sejam materiais não porosos.
Produtos Metal-Chek:
- FP-91 e FP-91 HI – Penetrantes laváveis à água, Tipo I – Método A, Nível 2, ideais para inspeções que requerem uma maior sensibilidade.
Compatíveis com reveladores D70, D72 e D702.
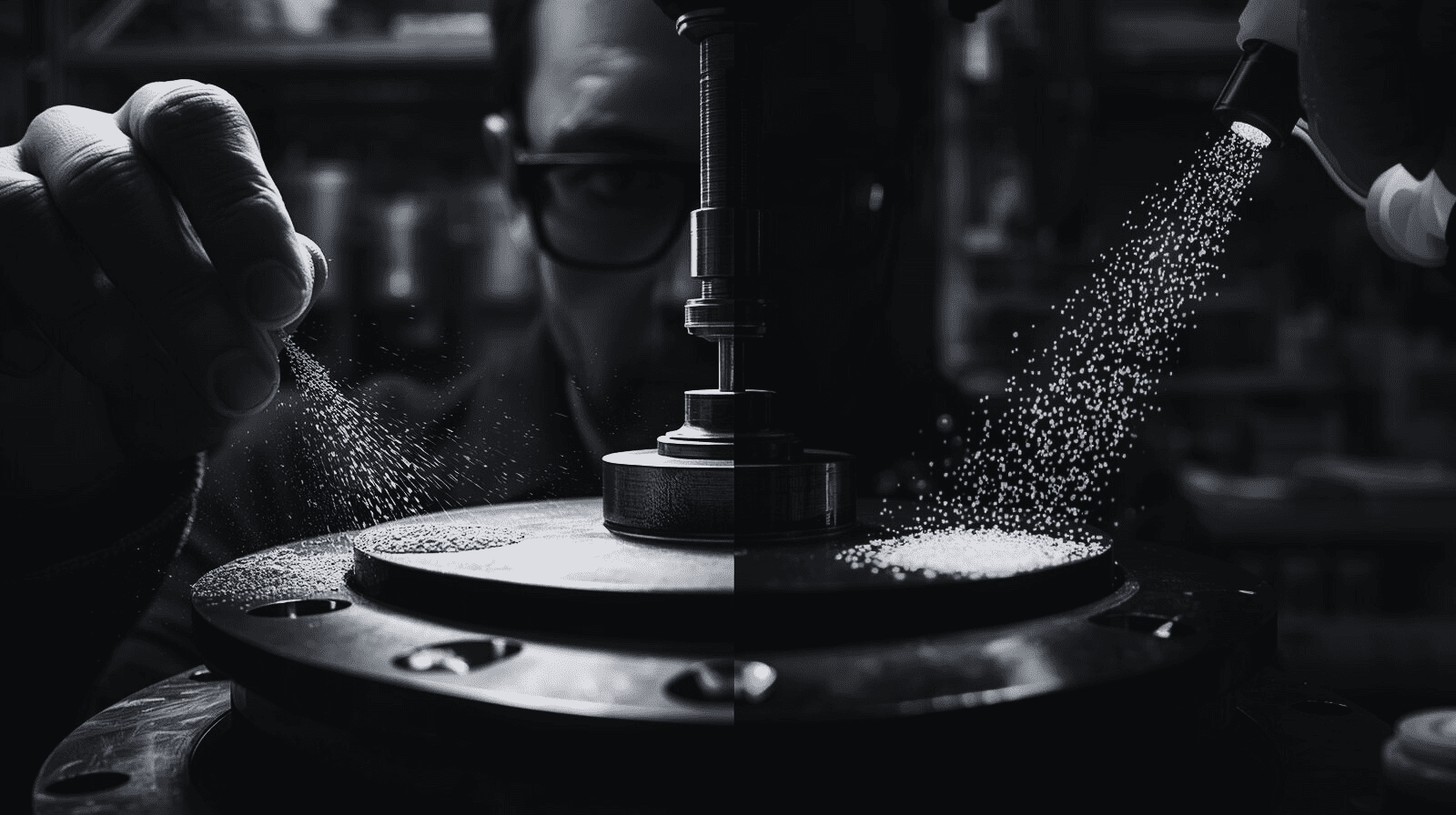
2. Ensaio por Partículas Magnéticas (PM)
Nos materiais ferromagnéticos, a fluorescência potencializa a detecção de descontinuidades superficiais e sub-superficiais.
As partículas magnéticas fluorescentes se acumulam nas regiões de fuga do campo magnético, formando indicações visíveis sob luz UV-A.
Para que o ensaio por partículas magnéticas seja eficaz, é indispensável que a peça seja magnetizada.
A aplicação de um campo magnético — circular, longitudinal ou combinado — cria linhas de fluxo magnético no material.
A Metal-Chek oferece o Supermagna Yoke HMM6, yoke eletromagnético de corrente alternada (CA), desenvolvido para ensaios visíveis e fluorescentes. O equipamento proporciona campo magnético estável, alta mobilidade, sendo amplamente utilizado em inspeções industriais, petroquímicas e de manutenção preditiva.
Produtos Metal-Chek:
- Supermagna LY 800 – Partícula magnética via seca fluorescente de alta sensibilidade.
- Supermagna LY 2000, LY 2000 V, LY 3000 e LY 3000 V – Partículas magnéticas em pó via úmida, fluorescentes, aplicáveis com veículos OMC 10 MMS (óleo) ou BC 502 SN + água.
- Supermagna CLY 2000 V O MMS BP / CLY 3000 O MMS BP / V O MMS BP – Banhos prontos via úmida (óleo), com alta mobilidade e contraste.
- Supermagna DLY 2000 – Partícula magnética via úmida dispersível em água.
- Supermagna CRL 265 AG/SN – Concentrado dual (fluorescente/visível), aplicável sob luz visível (branca) ou UV-A em ambientes até 1000 lx.
3. Detecção de Vazamentos (Leak Testing)
Nos testes de estanqueidade, os aditivos fluorescentes permitem visualizar microvazamentos em sistemas hidráulicos, pneumáticos e de lubrificação.
Sob luz UV-A, mesmo os menores vazamentos tornam-se visíveis, possibilitando reparos imediatos e prevenindo falhas críticas.
Produtos Metal-Chek:
- Oil-Glo Ultra SPI Series
- SPI-OGG (Verde), SPI-OGB (Azul) e SPI-OGW (Branco) — Detectores fluorescentes para fluidos oleosos.
- Não inflamáveis, não alteram as propriedades dos fluidos e possuem certificação NSF.
- Water-Glo Ultra SPI Series – Corantes fluorescentes verdes (WGG) e azuis (WGB) para sistemas aquosos.
Equipamentos de Iluminação UV-A
Para ensaios fluorescentes, é essencial utilizar fontes de luz UV-A (365 nm) com intensidade mínima de 1000 µW/cm² na superfície examinada, conforme normas técnicas de END.
Essa intensidade garante contraste adequado e leitura precisa das indicações.
Benefícios da fluorescência em END
A aplicação correta da fluorescência traz vantagens técnicas expressivas:
- Alta sensibilidade visual, revelando pequenas descontinuidades.
- Maior contraste e nitidez das indicações.
- Aplicação segura e versátil em diferentes métodos e materiais.
- Conformidade técnica com normas nacionais e internacionais.
- Redução de retrabalho e falhas operacionais.
Além disso, a fluorescência melhora a confiabilidade dos resultados e fortalece o controle de qualidade em inspeções críticas.
A fluorescência em ensaios não destrutivos é uma tecnologia essencial que eleva o padrão de precisão, segurança e confiabilidade nas inspeções industriais.
Ao aplicar essa técnica em LP, PM e DV, obtém-se visualização ampliada, alta sensibilidade e resultados imediatos, reduzindo falhas e garantindo confiabilidade operacional.
Com a linha completa de produtos Metal-Chek — que inclui penetrantes e partículas fluorescentes a aditivos para vazamentos e equipamentos de magnetização e iluminação UV-A —, sua inspeção industrial atinge novos níveis de qualidade e conformidade técnica.
Veja além do visível — tecnologia fluorescente Metal-Chek.
Solução em Ensaios Não Destrutivos
Fale com nossos especialistas
E nos siga em @metalchek