Inspeção por Partículas Magnéticas: Como a Combinação Supermagna Yoke HMM6 + SBW 333/O + Contraste 104 Garante Precisão e Confiabilidade
Descubra como a combinação Supermagna Yoke HMM6, SBW 333/O e Contraste 104 da Metal-Chek garante inspeções por partículas magnéticas mais rápidas, precisas e seguras, em conformidade com normas técnicas.
Por que a confiabilidade na inspeção é vital na indústria
Na indústria, confiabilidade significa economia e segurança. Afinal, uma descontinuidade superficial não identificada pode comprometer a operação de equipamentos críticos, gerar retrabalho, paradas não programadas e até acidentes.
Por isso, a aplicação de técnicas de Ensaios Não Destrutivos (END) é indispensável. Entre os métodos disponíveis, a inspeção por partículas magnéticas (PM) se destaca pela alta sensibilidade em materiais ferromagnéticos.
No entanto, não basta apenas ter um bom equipamento: é essencial contar também com partículas magnéticas adequadas e um contraste eficiente para garantir resultados consistentes.
É justamente aqui que entra a proposta da Metal-Chek: a combinação do Supermagna Yoke HMM6, do SBW 333/O e do Contraste 104. Juntos, esses produtos formam um sistema completo que assegura inspeções rápidas, precisas e seguras.
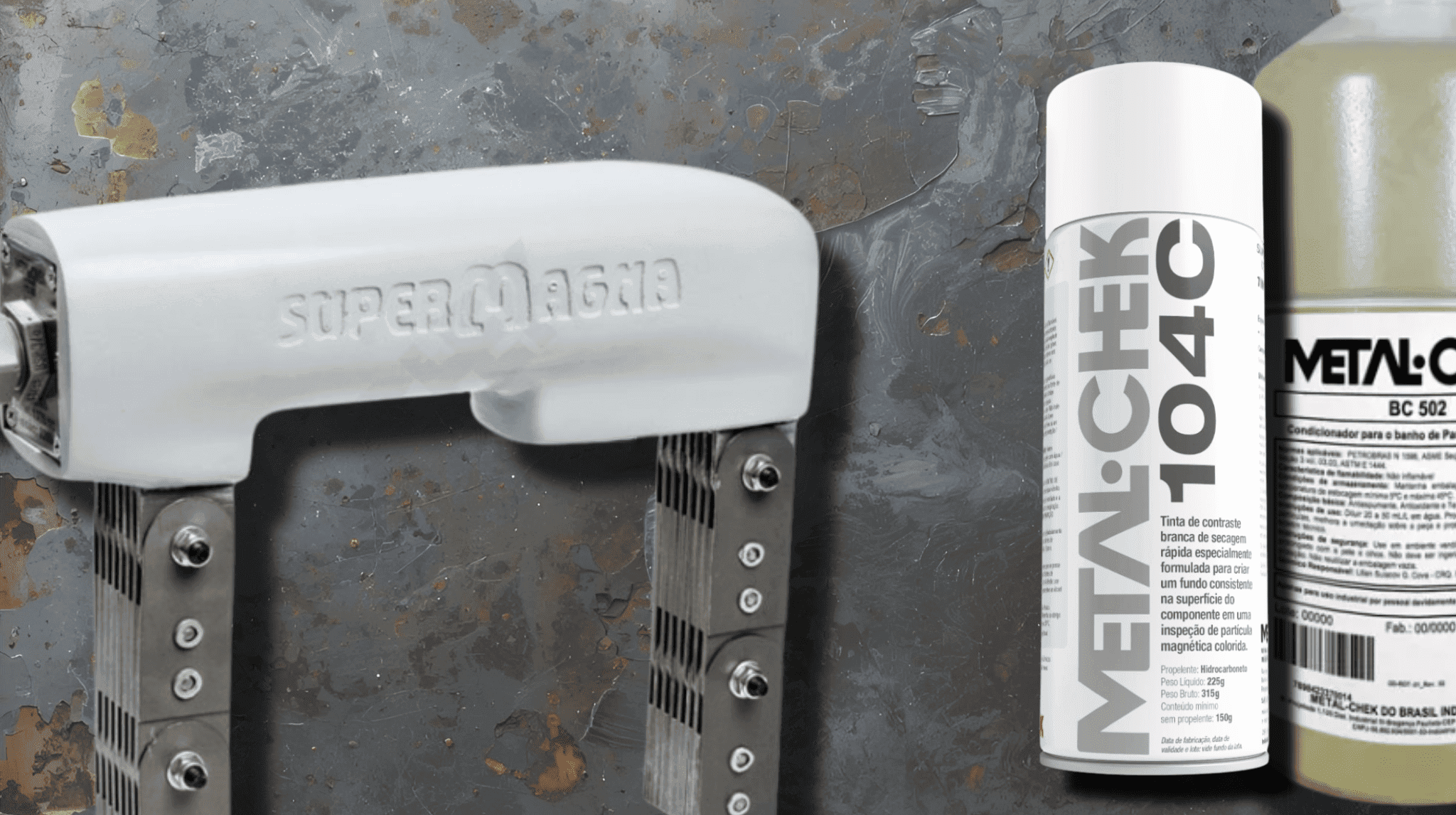
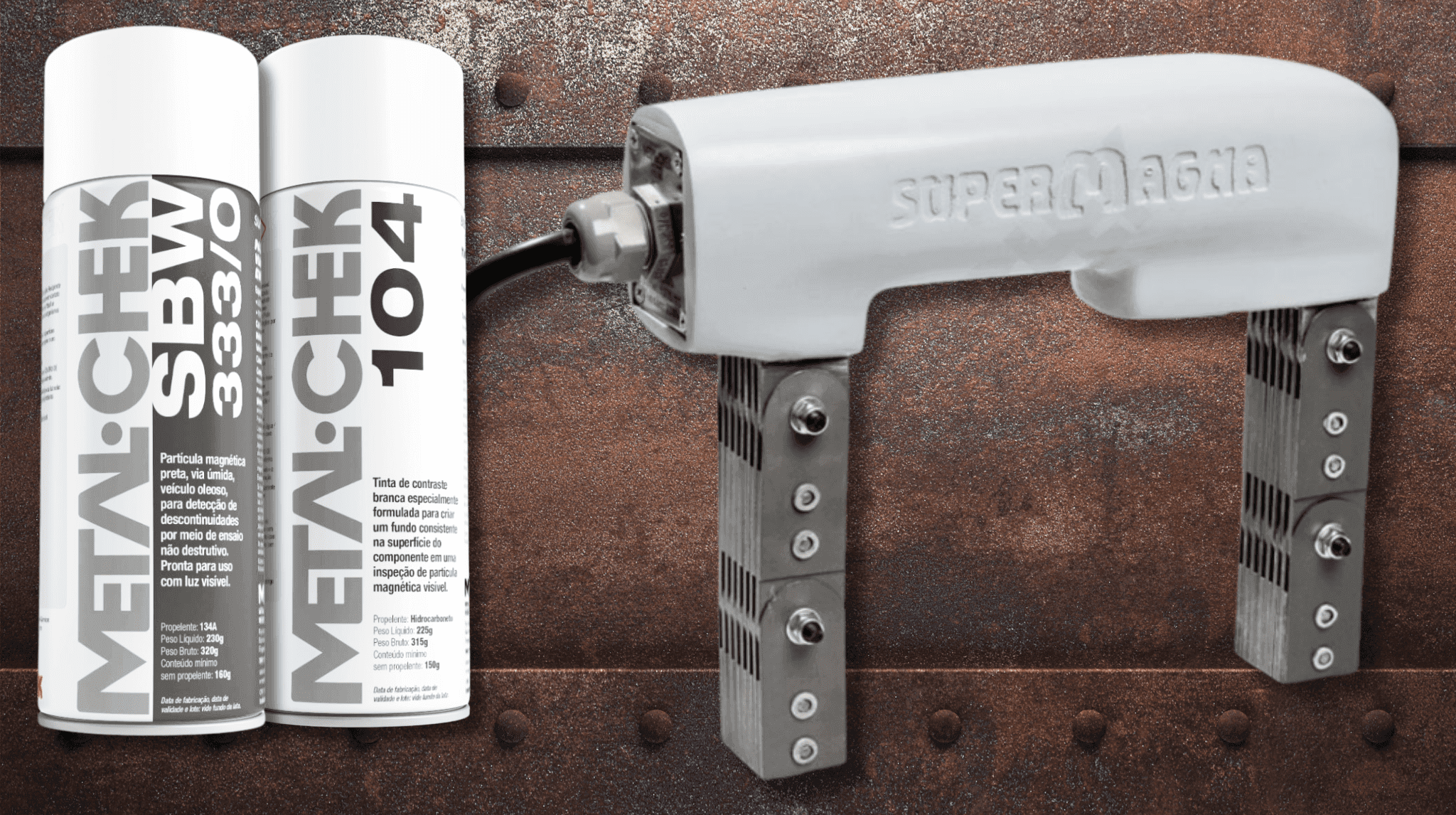
Supermagna Yoke HMM6: Potência e Robustez em Campo
O Supermagna Yoke HMM6 é um equipamento eletromagnético portátil, projetado para gerar o campo magnético (CA – Corrente Alternada) necessário à inspeção por partículas magnéticas na técnica do yoke.
Além disso, sua construção robusta o torna ideal para uso tanto em campo quanto em fábrica.
Principais características:
- Portátil e robusto – ideal para inspeções em campo e fábrica.
- Sem condução de corrente pela peça – a magnetização é realizada por campo, garantindo maior segurança.
- Aplicações – soldas, estruturas metálicas, peças fundidas e forjadas.
- Normativo – atende às principais normas nacionais e internacionais.
SBW 333/O: Partículas Magnéticas Visíveis em Suspensão Oleosa
As partículas magnéticas são responsáveis por tornar visíveis as descontinuidades presentes na peça magnetizada.
O SBW 333/O é uma suspensão oleosa para a via úmida visível, formulada para oferecer alta sensibilidade e estabilidade.
Dessa forma, garante indicações nítidas e consistentes durante o processo de inspeção.
Destaques:
- Pronto para uso.
- Excelente visualização das descontinuidades em produtos acabados.
- Alta definição das indicações sob luz visível, com ótima sensibilidade.
Contraste 104: Visibilidade Aprimorada
O Contraste 104 cria um fundo branco que realça as indicações das partículas magnéticas visíveis, garantindo máxima definição e confiabilidade na inspeção.
Em outras palavras, ele amplia a legibilidade das indicações e contribui para uma interpretação mais precisa.
Principais funções:
- Aumenta o contraste das partículas com a superfície.
- Aumento na sensibilidade do ensaio.
- Conformidade com normas técnicas.
Como Funciona a Combinação Supermagna Yoke HMM6 + SBW 333/O + Contraste 104
De forma simples e eficiente, o processo ocorre em quatro etapas:
- Aplicação do Contraste 104 – fundo branco uniforme na área a ser inspecionada.
- Magnetização com o Supermagna Yoke HMM6 – geração do campo magnético sobre a peça.
- Aplicação do SBW 333/O – suspensão oleosa visível depositada na superfície magnetizada.
- Interpretação dos resultados – as partículas se acumulam em regiões de fuga de campo, revelando descontinuidades superficiais de forma imediata.
Vantagens da Combinação Metal-Chek
- Sensibilidade elevada – maior precisão na detecção de descontinuidades superficiais.
- Rapidez operacional – indicações visíveis no momento da inspeção.
- Versatilidade de aplicação – setores como petróleo & gás, energia, metalurgia, automotivo, naval e nuclear.
Além disso, essa combinação reduz retrabalhos e aumenta a eficiência das equipes de inspeção.
Normas Técnicas de Referência
A combinação do Supermagna Yoke HMM6 + SBW 333/O + Contraste 104 atende às exigências de normas internacionais e nacionais, como:
- ASTM E709
- ASTM E3024
- ISO 9934 (1 e 2)
- NM 342
- ASME BPVC Seção V, Artigo 7
- PETROBRAS N-1598
Por que escolher a Metal-Chek
A Metal-Chek é referência nacional em soluções para Ensaios Não Destrutivos, com produtos desenvolvidos segundo rigorosos padrões de qualidade e testados em aplicações industriais reais.
Portanto, ao adotar a combinação Supermagna Yoke HMM6 + SBW 333/O + Contraste 104, sua empresa ganha em:
- Confiabilidade dos resultados.
- Rapidez na execução e interpretação.
- Segurança e eficiência operacional.
A inspeção por partículas magnéticas é um método consolidado entre os Ensaios Não Destrutivos e continua sendo essencial para garantir a integridade de componentes e estruturas metálicas. Sua eficácia, porém, depende diretamente da qualidade dos equipamentos e produtos.
Com a combinação do Supermagna Yoke HMM6, do SBW 333/O e do Contraste 104, a Metal-Chek entrega uma solução completa para a realização de Ensaios Não Destrutivos.
Dessa forma, a inspeção ganha em confiabilidade, agilidade e segurança operacional.
Essa integração garante:
• Confiabilidade e precisão nos resultados.
• Rapidez na execução e interpretação das indicações.
• Segurança e eficiência nas operações industriais.
Se o objetivo da sua empresa é elevar o padrão de inspeção e fortalecer a confiabilidade dos processos, conte com a Metal-Chek.
Metal-Chek – referência em soluções para Ensaios Não Destrutivos.
Fale com nossos especialistas e tire suas dúvidas.
Acompanhe nossas novidades em: @metalchek